 EN
EN
 AR
AR
 FI
FI
 NL
NL
 DA
DA
 CS
CS
 PT
PT
 PL
PL
 NO
NO
 KO
KO
 JA
JA
 IT
IT
 HI
HI
 EL
EL
 FR
FR
 DE
DE
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 SK
SK
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 FA
FA
 MS
MS
 HA
HA
 KM
KM
 LO
LO
 NE
NE
 PA
PA
 YO
YO
 MY
MY
 KK
KK
 SI
SI
 KY
KY

Чи може кількість зубців бути менше 17?
Зубчики — це широко використовуваний компонент у повсякденному житті, незалежно від того, чи йдеться про авіацію, товарні кораблі, автомобілі тощо. Проте при проектуванні та обробці зубчиків існують певні вимоги до кількості зубців. Деякі стверджують, що зубчики з менше ніж 17 зубцями не можуть обертатися, тоді як інші вказують, що багато зубчиків з менше ніж 17 зубцями працюють правильно. Насправді, обидва ці твердження правильні. Чи знаєте ви, чому?
 Чому кількість зубців дорівнює 17?
Чому кількість зубців дорівнює 17? 
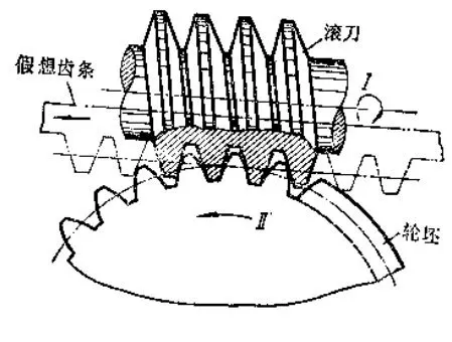
Чому саме 17, а не якась інша кількість? Щодо числа 17, це пов'язано з методом виготовлення зубчастого колеса. Як показано на рисунку нижче, широко використовуваний метод полягає у тому, щоб вирізати зуби за допомогою фрези.
Коли кількість зубів мала, виникає явище, яке називається підrezанням, що впливає на міцність виготовленого зубчастого колеса. Що таке підrezання? Це означає, що вирізається корінь. Зверніть увагу на червоний прямокутник на рисунку:
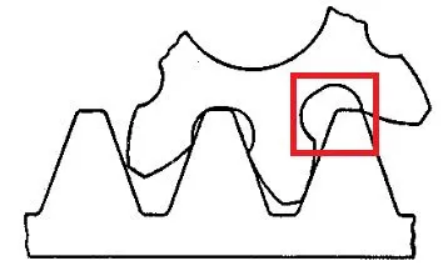
Коли перетин верхньої частини зуба і лінії передачі перевищує граничну точку зачеплення вирізаного зубчастого колеса, частина профілю зуба за допомогою інволюти видаляється у кореневій частині зубчастого колеса. Це явище називається підrezанням.
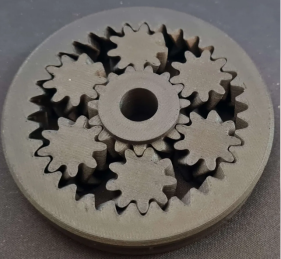
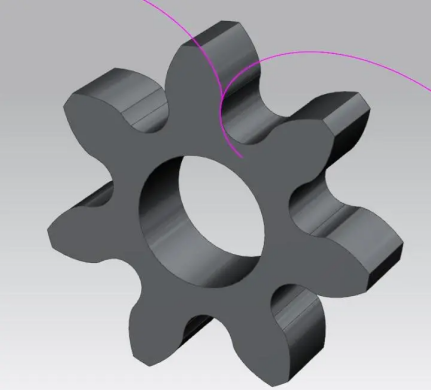
Отже, у яких випадках можна уникнути підrezання? Відповідь знаходиться у числі 17, яке відповідає коефіцієнту висоти верхньої частини зуба 1 і куту тиску 20 градусів. По-перше, зубчики можуть обертатися, оскільки верхні і нижні зубчики повинні утворювати добре працювальний зв'язок. Тільки коли з'єднання між ними є правильним, їхня робота буде стабільною. Наприклад, приймаючи участь волуточні зубчики, добра сплутуваність між двома зубчиками може виконувати свою функцію, яка поділяється на два типи: пряма циліндрична зубчастка і косозуба циліндрична зубчастка. Стандартна пряма зубчастка має коефіцієнт висоти зуба 1, коефіцієнт висоти кореня зуба 1,25 і кут тиску 20 градусів При обробці зубчастого колеса, якщо зубчасте колесо і інструмент діють як два зубчасті колеса. Якщо кількість зубців у заготовки менша за певне значення, то корінь зуба буде видалений, що називається підrezанням. Якщо підrezання занадто велике, це може вплинути на міцність і стабільність зубчастого колеса. Згадане 17 стосується зубчаних коліс. Якщо не враховувати ефективність роботи зубчастого колеса, незалежно від кількості зубців, воно працюватиме і зможе функціонувати. Крім того, 17 - це просте число, що означає мінімальну співпадіність зубця одного зубчастого колеса з зубцем іншого у певній кількості обертів, і сила не буде діяти на одній точці протягом довгого часу. Зубчані колеса - це точні прилади, хоча на кожному зубчатому колісі можуть бути похибки, але шанс зносу вісі через 17 справді надто великий, тому якщо це 17, воно може рухатися трохи, але не довго. Тим не менш, виникає проблема! На ринку досі є багато зубчиків з менше ніж 17 зубцями, і вони продовжують добре працювати, як свідчать фотографії.
Проте деякі користувачі мережі вказали, що, насправді, змінивши метод виготовлення, можна виробляти стандартні інволютні зубчики з менше ніж 17 зубцями. Звичайно, такі зубчики також легко можуть застрягнути (через інтерференцію зубчика, картинки не знайдено, будь ласка, уявіть), і таким чином, справді не можуть рухатися. Також існує багато відповідних розв'язків, зсунуті зубчики є найбільш поширеними (по сути, це коли при розрізанні інструмент трохи зсувається), а також є шевронними зубчиками, циклоїдальними зубчиками тощо. Є також універсальний циклоїдальний зубчик.
Ще одна думка інтернет-користувача: здається, що всім все ще надто вірять у підручники, і я не знаю, скільки людей досліджували зубчики передач у своїй роботі. Виведення того, що кількість зубців передачі більше 17 для запобігання обрізання у курсі механічних принципів базується на тому, що радіус R верхнього кута фронтальної грані інструменту для розкріву передачі дорівнює 0. Насправді, як можуть інструменти у промисловому виробництві не мати радіусного кута R? (Без цього кута інструмент буде гострим, концентрація напружень буде великою, що призведе до тріщин під час термічної обробки, а також до швидшого зношення чи тріщин під час експлуатації). І навіть якщо інструмент не має радіусного кута, максимальна кількість зубців, де відбувається обрізання, не обов'язково становить 17 зубців, отже, твердження про те, що 17 зубців є умовою для обрізання, насправді варте обговорення! Подивімося на декілька картинок.
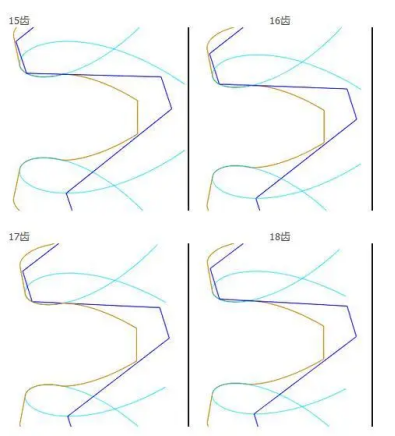
З малюнка видно, що при використанні інструменту з радіусом R верхнього кута передньої грані дорівнює 0 для обробки зубчатих коліс немає значних змін у кривій переходу між коренем при кількості зубів від 15 до 18. То чому 17 зубів — це кількість зубів, починаючи з якої інволютні прямі зуби починають створювати підrez?
Я вважаю, що цей малюнок, який ілюструє концепцію, повинен бути знайомий студентам механічного інженерінгу, які користувалися генератором зубчатих коліс. Видно, що розмір кута R інструмента впливає на підrez зубчастого колеса.
Фіолетова продовжена зовнішня епітрохоїдна крива частини зуба на малюнку є профільною лінією зуба після того, як корінь зуба було вирізано. У якій мірі вирізання кореня зуба вплине на його використання? Це визначається відносним рухом чубка іншого зуба та запасом міцності кореня зуба. Якщо чубок спарюваного зуба не взаємодіє з частиною, де було вирізання, то ці два зубчаті колеса можуть обертатися нормально (Примітка: частина вирізання є профілем зуба, що не є інволютою. Взаємодія профілю зуба, що не є інволютою, з інволютовим профілем зуба при звичайних умовах дизайну зазвичай не є кон'югованою, тобто вона буде мати завади).
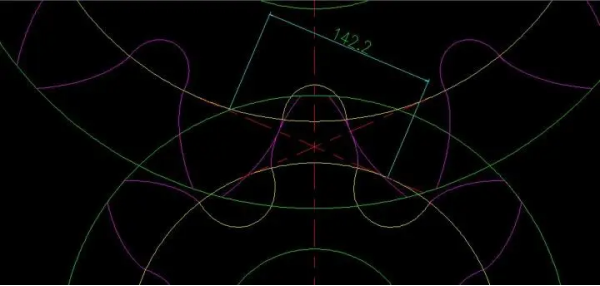
З цієї фігури видно, що лінія зачеплення цих двох зубчатих коліс просто тереться про коло максимального діаметра, що відповідає переходній кривій цих двох коліс (Примітка: Фіолетова частина - профіль зуба інволюти, жовта частина - частка підrezу, а лінія зачеплення не може входить нижче базового кола, оскільки нижче базового кола немає інволютних ліній. Точка зачеплення двох коліс у будь-якій позиції знаходиться на цій лінії), тобто ці два зубчасті колеса можуть нормально зачеплятися. Звичайно, це не дозволяється в інженерії, довжина лінії зачеплення становить 142,2, і це значення \/ базовий крок = коефіцієнт накладання.
Деякі люди також кажуть: По-перше, постаткування цього питання неправильне. Кількість зубців менша за 17 не вплине на використання (опис цієї точки у першій відповіді неправильний, три умови правильного зачеплення шестерень не пов'язані з кількістю зубців), але 17 зубців можуть створити деякі незручності при обробці під час певних конкретних обставин. Тут бажано додати трохи знань про шестерні.
По-перше, розмовляйте про евольвентну криву. Евольвентна крива - це найширокше використовуваний тип профілю зубців шестерень. То чому саме евольвентна крива? Яка різниця між цим лініями та прямою, дугою? Як показано на малюнку нижче, це половина зуба евольвентної кривої.
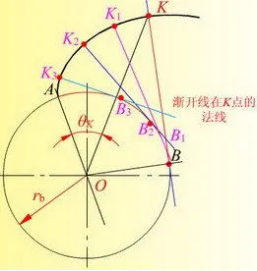
Евольвентну криву можна описати одним реченням як траєкторію нерухомої точки на прямій, коли пряма катиться вздовж кола. Її перевага очевидна. Коли дві евольвентні криві зачепляються, як показано на малюнку нижче.
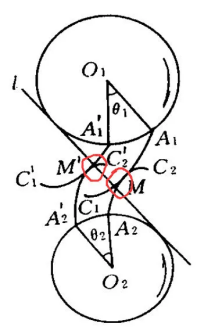
Коли дві колеса обертаються, у точці контакту (наприклад, M, M'), напрямок сили завжди знаходиться на одній прямій, і ця пряма перпендикулярна до поверхні контакту (перерізу) двох евольвентних форм. Оскільки вона перпендикулярна, між ними не буде "зсуву" та "трути", що об'єктивно зменшує терття під час зачеплення зубчастого колеса, покращуючи ефективність та продовжуючи його термін служби.
Звичайно, як найбільш поширений тип профілю зуба - евольвентна крива, вона не є нашим єдиним вибором.
Давайте ще раз розмовимо про "обрізання". Як інженери, нам потрібно не тільки враховувати, чи можливо це на теоретичному рівні та чи добре результат, але ще важливіше - знайти способи реалізації теоретичних речей, що стосується вибору матеріалу, виготовлення, точності, тестування та інших етапів.
Звичайні методи обробки зубчатих коліс загалом розподіляються на формувальний метод і метод генерації. Формувальний метод полягає у безпосередньому вирізанні зубчастої форми за допомогою інструменту, що відповідає формі проміжку між зубцями. Зазвичай до цього відносяться фрезерні ножі, бабочкоподібні шлифункі тощо; метод генерації є більш складним, його можна уявити як зусилля двох зубчатих коліс, одне з яких дуже тверде (інструмент), а друге знаходиться у стані заготовки. Процес зусилля починається з віддалення, поступово переходячи до нормального стану зусилля, під час якого вирізається нове зубчасте коло. Якщо вас цікавить, ви можете знайти "Механічні принципи" для детального вивчення.
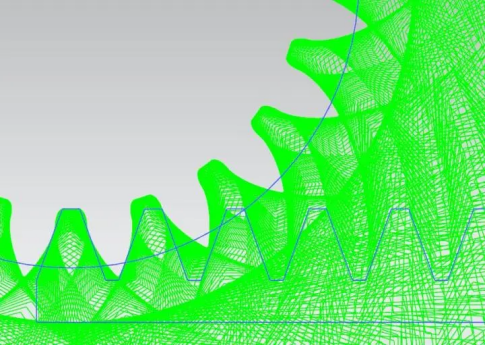
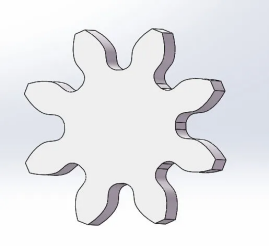
Метод генерації широко використовується, але коли зубча має менше зубів, лінія верхівок інструмента та лінія зачеплення вийде за межі граничної точки зачеплення оброблюваного зубча, і в цей час буде надмірно видалена основа оброблюваного зубча. Оскільки частина підrezання виходить за межі граничної точки зачеплення, це не впливає на нормальне зачеплення зубча, але недоліком є те, що це зменшує міцність зубча. Такі зубчики, коли вони використовуються у важкій завантаженні, наприклад, у редукторах, схильні до перелому зубців, як показано на малюнку нижче - це модель 8-зубчастого зубча модуля 2, обробленого звичайним способом (з підrezанням).
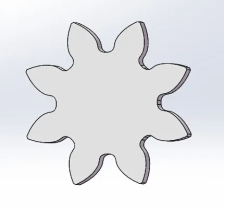
І 17 — це гранична кількість зубців, розрахована за стандартом передач у нашій країні. Передачі з меншою кількістю зубців ніж 17 матимуть "явище обрізання" під час звичайної обробки методом генерації, і в цей час необхідно скоригувати спосіб обробки, наприклад, зсунути, як показано на малюнку нижче — це передача з модулем 2 та 8 зубцями, оброблена зсуненням (мале обрізання).
Звісно, вміст, описаний тут, не є повним, і у механіці є багато більше цікавих частин. Також у техніці є багато проблем з виробництвом цих деталей. Тим, хто зацікавлений у золотому порошку, можна було б приділити більше уваги.
Висновок: Кількість зубів 17 виходить з методу обробки і також залежить від методу обробки. Якщо змінити або покращити метод обробки зубчатих коліс, наприклад, формування, зсувна обробка (тут конкретно мається на увазі прямозубі циліндричні зубчасті колеса), не буде явища підкриття, і не буде обмеження кількості зубів 17.
Крім того, з цього питання і його відповідей видно, що одна з характерних рис механічної дисципліни - це висока комбінація теорії і практики.
Думка користувача мережі: По-перше, твердження, що зубчасті колеса з менш ніж 17 зубами не можуть обертатися, є помилковим. Давайте коротко розкажемо, як виникла цифра 17.
Зубчасті колеса - це механічні компоненти з зубцями на краю, які постійно заходять один в одного для передачі руху і сили. Профілі зубців зубчаних коліс включають еволюційні, кругові дуги тощо, і еволюційні зубчасті колеса використовуються ширше.
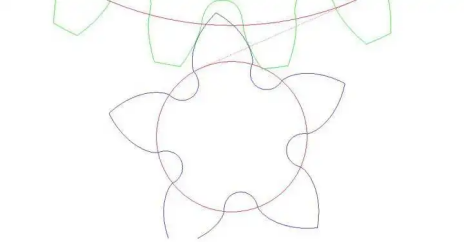
Зубчасті колеса з інволютним профілем поділяються на прямозубчastі циліндричні зубчасті колеса/шевелючі циліндричні зубчасті колеса тощо. Для стандартних прямозубчastих циліндричних зубчатих коліс коефіцієнт висоти вершини зуба становить 1, коефіцієнт висоти кореня зуба — 1.25, а тискова кутова величина дорівнює 20°. Обробка зубчастого колеса загалом використовує метод генерації, тобто рух інструменту та зубчастої заготовки під час обробки схожий на пару співпрограмованих зубчатих коліс. При обробці стандартного зубчастого колеса, якщо кількість зубів менша за певне конкретне значення, інволютна крива профілю у корені заготовки буде зрізана, що називається підкритичним зрізом, як показано на лівому малюнку нижче. Підкритичний зріз серйозно впливає на міцність зубчастого колеса та гладкість передачі. Це мінімальне значення, при якому не відбувається підкритичний зріз, дорівнює 2*1/sin(20)^2 (1 — це коефіцієнт висоти вершини зуба, 20 — це тискова кутова величина).
Кількість зубів 17 тут є для стандартних прямих цилін드ричних зубчатих коліс. Існує багато способів уникнення обрізання, таких як зміщення зубчастого колеса, тобто переміщення інструменту від або до центру обертання заготовки зуба. Тут, щоб уникнути обрізання, необхідно вибрати віддалення від центра обертання контуру, як показано на правій картинці нижче, і повна профільна крива інволюти з'являється знову.
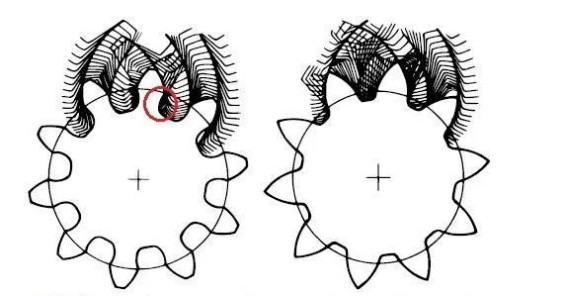
Після зміщення зубчастого колеса воно може обертатися без впливу. Як показано вище, за допомогою відповідного зміщення зубчасте колесо з 5 зубами також може обертатися. Насправді, конусні зубчасті колеса також можуть уникати обрізання або зменшувати мінімальну кількість зубів, де відбувається обрізання.
Т число 17 обчислюється. Це не означає, що зубчаті колеса з менше ніж 17 зубцями не можуть обертатися, але якщо їх менше ніж 17, легко відрізати частину інволютної кривої у корені зуба під час обробки зубчастого колеса, тобто стосуватися підrezання, що зменшує міцність зубчастого колеса. Щодо того, як це обчислити, це повністю математична проблема, дивіться формулу вище, з кутом зачеплення a=20 градусів, мінімальна кількість зубців, при якій не відбувається підrezання, становить 17.
Думка інтернет-користувача: Чи може кількість зубців зубчастого колеса бути менше 17 — це питання, варте розгляду. Для стандартних зубчатих коліс кількість зубців справді не може бути менше 17. Чому? Бо коли кількість зубців менша за 17, зубче має феномен підrezання.
Так зване підсікання відбувається, коли при певних умовах під час фрезерування зубчастого колеса методом генерації вершина зуба інструменту занадто глибоко заходиться у корінь зубчастого колеса, і частина інволютної кривої у корені зуба вирізається.
 Метод генерації
Метод генерації 
Метод генерації (також відомий як метод розробки) — це технологія обробки зубчатих коліс, яка використовує принцип охоплення з геометрії. Після того як задано профіль зуба інволюти та кутова швидкість приводного зубча w1, за допомогою зʼєднання двох профілів можна отримати кутову швидкість приведеного зубча w2, а передавальне співвідношення i12 = w1/w2 є сталою величиною. Це через те, що під час зʼєднання двох профілів зубців, два основних кола виконують чистий котушковий рух. Коли основне коло 1 чисто котується на основному колі 2, профіль зуба колеса 1 займає серію відносних позицій відносно колеса 2, а охоплення цих відносних позицій є профілем зуба колеса 2. Іншими словами, під час чистого котушкового руху двох основних коліс, два профілі зубців інволюти можуть вважатися охопленням один одного.
Феномен підrezання
Причина підпилування: Коли точка перетину лінії вершин зуба інструменту та лінії заціплення виходить за межі граничної точки заціплення N1, а інструмент продовжує рух з позиції Ⅱ, він вирізає частину інволютного профілю зуба, що вже був оброблений у ділянці кореня.
Наслідки підпилування: Шестерня з сильним підпилуванням, з одного боку, зменшує гнучку міцність зубів; з іншого боку, зменшує ступінь передачі шестерні, що дуже небезпечна для передачі. Причина підпилування: Коли точка перетину лінії вершин зуба інструменту та лінії заціплення виходить за межі граничної точки заціплення N1, а інструмент продовжує рух з позиції Ⅱ, він вирізає частину інволютного профілю зуба, що вже був оброблений у ділянці кореня.
Для нестандартних шестерень допустимо мати менше 17 зубів.
Після всього сказаного, яка ваша думка? Вільно залишайте коментар та поширюйте~




