 EN
EN
 AR
AR
 FI
FI
 NL
NL
 DA
DA
 CS
CS
 PT
PT
 PL
PL
 NO
NO
 KO
KO
 JA
JA
 IT
IT
 HI
HI
 EL
EL
 FR
FR
 DE
DE
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 SK
SK
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 FA
FA
 MS
MS
 HA
HA
 KM
KM
 LO
LO
 NE
NE
 PA
PA
 YO
YO
 MY
MY
 KK
KK
 SI
SI
 KY
KY

Maaari ba ang bilang ng mga ngipin ng gear na mabaw sa 17?
Ang mga gear ay isang madalas na ginagamit na uri ng komponente sa pangkalahatang buhay, ito'y mula sa aviation, kargo na barko, automobilya, at iba pa. Gayunpaman, kapag dinisenyo at pinoproseso ang mga gear, mayroong mga kinakailangan para sa bilang ng mga ngipin nito. May ilan na nagmungkahi na hindi makakapag-rotate ang mga gear na may mas mababa sa 17 na ngipin, habang iba naman ay ipinapahayag na maraming gear na may mas mababa sa 17 na ngipin na tumutrabaho nang wasto. Sa katunayan, tumpak pareho ang dalawang pahayag na ito. Alam mo ba kung bakit?
 Bakit ang bilang ng ngipin ay 17?
Bakit ang bilang ng ngipin ay 17? 
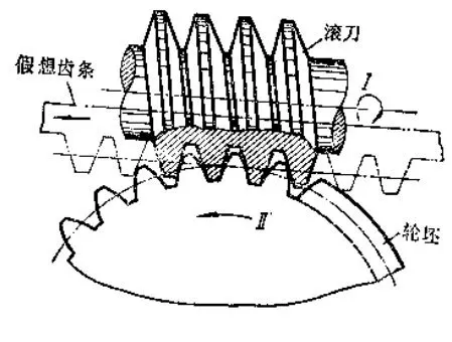
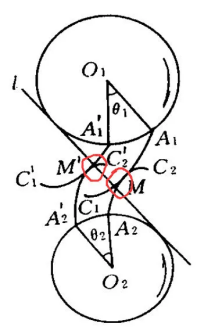
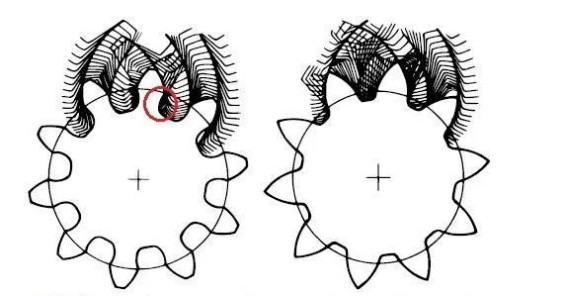
Bakit eksaktong 17, at hindi ibang numero? Kung tungkol sa numero 17, ito ay may kinalaman sa paraan ng paggawa ng gear. Gaya ng ipinakita sa hulagway sa ibaba, ang isang malawakang ginagamit na pamamaraan ay ang paggamit ng isang panyo upang magputol.
Kapag maliit ang bilang ng ngipin, may nangyayari na tinatawag na undercutting, na nakakaapekto sa lakas ng gawaing gear. Ano ang undercutting? Ibig sabihin ay na-cut na ang ugat. Mag-ingat sa pulang kahon sa imahe:
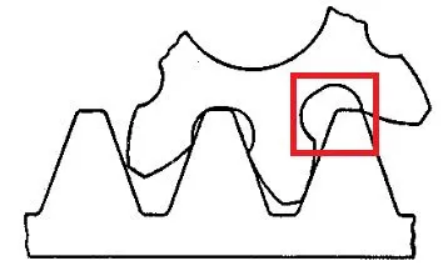
Kapag ang intersection ng dental tip ng tangke at ang pitch line ay lumampas sa limitadong punto ng mesh ng tangke na pinutol, ang isang bahagi ng involute na profile ng ngipin sa ugat ng tangke ay aalisin. Ang kababalaghan na ito ay tinatawag na undercutting.
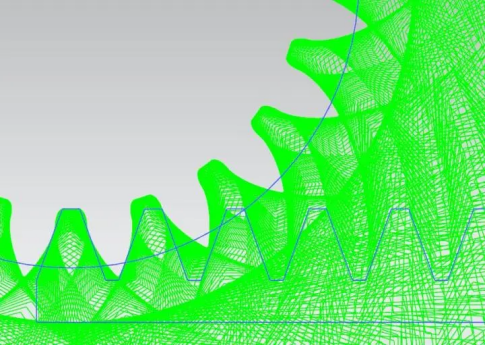
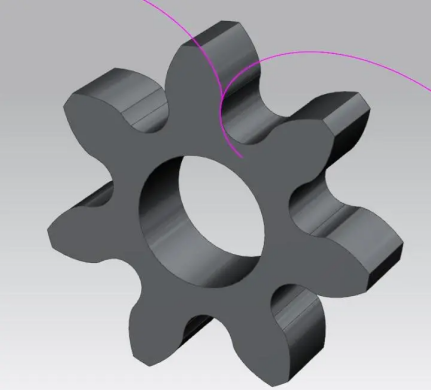
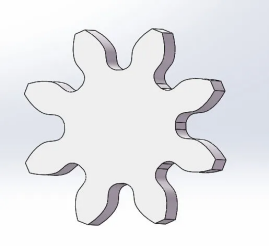
Kaya, sa ilalim ng anong mga kalagayan maaaring maiwasan ang pag-undercut? Ang sagot ay nasa numero na 17, na tumutugma sa isang coefficient ng taas ng dental tip na 1 at isang anggulo ng presyon na 20 degree. Unang-una, maaaring lumikha ng pag-ikot ang mga gear dahil kailangan mag-forma ng mabuting relasyon sa transmisyon ang itaas at ibaba gears. Lamang kapag nasa tamang posisyon ang koneksyon sa pagitan nila, maaari nilang makuha ang estabilidad sa kanilang operasyon. Bilang halimbawa, ang involute gears, mabuting pagkakasulat sa pagitan ng dalawang gears ay makakamit ang kanilang layunin, na nahahati sa dalawang uri: straight-toothed cylindrical gears at helical cylindrical gears. Ang standard na straight gear ay may coefficient ng tooth tip na 1, coefficient ng tooth root na 1.25, at isang presyo ng angle na 20 degrees Kapag nagproseso ng gear, kung ang gear blank at ang tool ay parang dalawang gear. Kung ang bilang ng ngipin ng blank ay mas mababa sa isang tiyak na halaga, aalisin ang ugat ng ngipin, na tinatawag na undercutting. Kung maliit ang undercutting, maiihiya ito ang lakas at kasarian ng gear. Ang 17 na nabanggit dito ay para sa mga gear. Kung hindi namin ipinag-uusapan ang produktibidad ng gear, kahit ilang ngipin ang mayroon, gumagana ito at maaaring magtrabaho. Sa dagdag pa, ang 17 ay isang prime number, na ibig sabihin ang pagkakatulad ng isang gear tooth at isa pang gear tooth ay pinakamaliit sa isang tiyak na bilang ng bilog, at ang pwersa ay hindi lalagi sa parehong punto. Ang mga gear ay mga precisions instrument, bagaman may maling bawat gear, pero ang oportunidad ng pag-aasar ng axis na dulot ng 17 ay talagang sobrang malaki, kaya kung ito ay 17, maaaring gumalaw ito sa maikling panahon, ngunit hindi ito maaaring matagal. Gayunpaman, umuusbong ang isyu! Marami pa ring mga gear sa paligid na may mas kaunti pang mga ngipin kaysa sa 17, at patuloy na gumagana nang mabuti, tulad ng ipinapakita ng mga larawan.
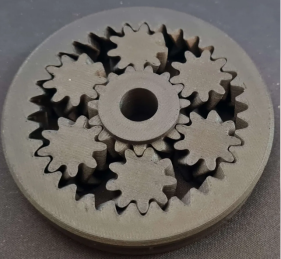
Gayunpaman, ilang mga netizen ay nagturo na, sa katunayan, maaring lumikha ng standard na involute gears na may mas kaunti pang mga ngipin kaysa sa 17 sa pamamagitan ng pagbabago ng paraan ng paggawa. Tiyak na madali rin para sa mga ganitong gear na makulong (dahil sa gear interference, walang natagpuang larawan, mangyari'y imahinahan lamang), at sa ganyang paraan, talagang hindi na ito makakilos. Mayroon ding maraming tugon o solusyon, ang offset gears ang pinakakaraniwan (kasual na pagsabi, ito'y pag-ikli ng alat ng isang maliit na bahagi), pati na rin ang helical gears, cycloidal gears, atbp. Mayroon ding isang pangkalahatang cycloidal gear.
Puntos ng isang ibang netizen: Pareho na ang lahat ay nananampalataya pa rin sa mga libro, at hindi ko alam ilan sa kanila ang tunay na nag-aral ng mabuti ng mga gear sa kanilang trabaho. Ang pag-uugnay na ang bilis ng mga ngipin ng gear ay mas malaki sa 17 sa kurso ng prinsipyong mekanikal upang hindi makapag-undercutting ay batay sa R ng taas ng sulok ng gear cutting tool na 0. Talaga ba, paano maaring walang R angle ang mga tool sa industriyal na produksyon? (Kung walang R angle, mabubuo ang tool at magiging sentral ang presyon, madali ang mabakas kapag kinakalma, at madali ring mawear o mabakas kapag ginagamit). At kahit na wala ang tool ng R angle, hindi naman laging 17 na ngipin ang pinakamataas na bilog kung saan nangyayari ang undercutting, kaya ang pahayag na 17 na ngipin ang kondisyon para sa undercutting ay talagang puwede pang ipagtalakay! Tingnan natin ilang larawan.
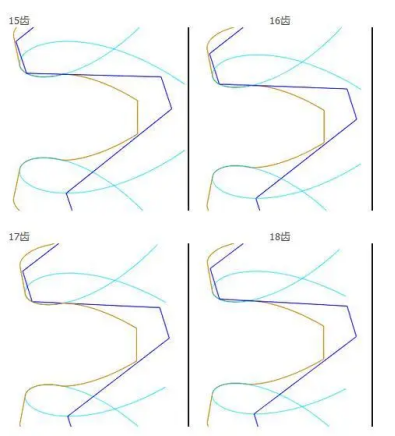
Mula sa larawan, maaaring makita na kapag ginagamit ang isang kasangkot na may taas na sulok R ng harapang pahinga bilang 0 upang magproseso ng mga gear, walang malinaw na pagbabago sa kurbang panguguna mula sa 15 ngipin hanggang sa 18 ngipin. Kaya nga ba ang 17 ngipin ang bilang ng ngipin kung saan simulan ng involute na tuwid na ngipin na magdulot ng undercutting?
Sa palagay ko, ang larawan na ito, na nagpapakita ng konsepto, ay dapat maituturo sa mga estudyante ng mechanical engineering na gumamit ng gear generator. Maaaring makita na ang sukat ng R anggulo ng kasangkot ay nakakaapekto sa undercutting ng gear.
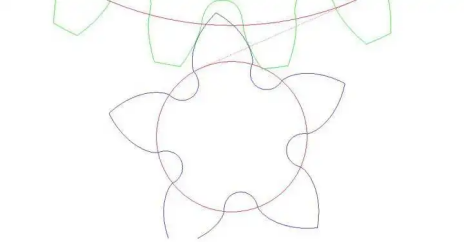
Ang purpura na extended outer epitrochoid curve ng bahagi ng tooth root sa larawan ay ang linya ng tooth profile matapos ma-undercut ang tooth root. Hanggang ano ang babanggin ng undercutting ng tooth root ng isang gear sa kanyang paggamit? Ito ay tinutukoy ng relatibong galaw ng isa pang gear tooth tip at ng reserve ng lakas ng gear tooth root. Kung hindi nakakapag-mesh ang tooth tip ng mating gear sa bahaging na-undercut, makakabuhat nang normal ang dalawang gears na ito (Tala: Ang bahaging na-undercut ay isang non-involute tooth profile. Pag-iikot ng non-involute tooth profile kasama ang involute tooth profile sa mga kondisyon na hindi espesyal na disenyo ay karaniwang hindi konjugate, o ibig sabihin, aabutan ito ng interference).
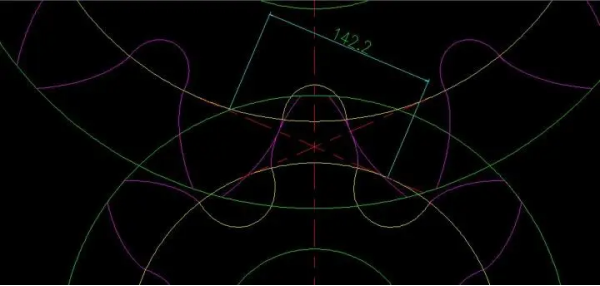
Mula sa larawan na ito, maaaring makita na ang linya ng pagkakasulat ng dalawang gear na ito ay eksaktong nakikisad sa bilog na may pinakamalaking diyametro na tumutugma sa transisyong kurba ng dalawang gear (Pansin: Ang purpura na bahagi ay ang profile ng mga teeth ng involute, ang dilaw na bahagi naman ay ang bahagi ng undercutting, at hindi dapat pumasok ang linya ng pagkakasulat sa ibaba ng base circle, dahil walang involute line sa ibaba ng base circle. Ang punto ng pagkakasulat ng dalawang gear sa anomang posisyon ay nasa linya na ito), ibig sabihin, ang dalawang gear na ito ay maaaring magkaroon ng normal na pagkakasulat. Tatayaan ito sa loob ng inhinyero, ang haba ng linya ng pagkakasulat ay 142.2, at ang halagang ito / base pitch = overlap ratio.
Mga taong iba pa ay nagsasabi: Una, mali ang premisa ng tanong na ito. Hindi makakaapekto sa paggamit ang bilang ng mga ngipin na mas kaunti sa 17 (mali ang paglalarawan ng punto na ito sa unang sagot, ang tatlong kondisyon para sa tamang pagsasanib ng mga gear ay walang ugnayan sa bilang ng ngipin), ngunit mayroong ilang kaguluhan sa pagproseso kapag 17 ang bilang ng ngipin sa ilang partikular na sitwasyon. Dito ay higit pang idadagdag ang ilang kaalaman tungkol sa mga gear.
Una, ipapaliwanag natin ang linya ng involute. Ang linya ng involute ay ang pinakamaraming ginagamit na uri ng profile ng ngipin ng gear. Kaya nga ba't ito'y isang linya ng involute? Ano ang pagkakaiba nito sa isang linya o ark? Bilang ipinapakita sa larawan sa ibaba, ito ay isang kalahating linya ng involute curve.
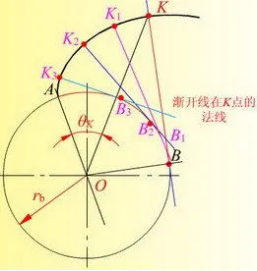
Ang linya ng involute ay maaaring ipinalalarawan sa isang pangungusap bilang ang trayektoriya ng isang punto na hindi gumagalaw sa isang linya kapag nagdidigma ang linya patungo sa isang bilog. Ang kanyang halaga ay malinaw. Kapag dalawang linya ng involute ang sumasanib, tulad ng ipinapakita sa larawan sa ibaba.
Kapag lumilipat ang dalawang biyak, sa punto ng pakikipagkuha (tulad ng M, M'), ang direksyon ng pwersa ay laging nasa parehong linya, at ang linya na ito ay patagpataggon sa ibabaw ng pakikipagkuha (seksyon) ng dalawang involute na anyo. Dahil ito ay patagpataggon, walang mangyayari na "slippage" at "friction" sa pagitan nila, na obhektibong bumabawas sa friction habang nagkakasabay ang gear, hindi lamang ipinapabuti ang kamalayan kundi dinahilan ding pinahaba ang buhay ng gear.
Sigurado, bilang pinakamaraming ginagamit na uri ng profile ng ngipin - ang involute curve, ito ay hindi lamang isa sa aming mga pili.
Uulitin natin muli ang 'undercutting'. Bilang mga inhinyero, hindi lamang kailangang isipin natin kung maaari itong gawin sa teoryetikal na antas at kung mabuti ang epekto, pero mas mahalaga pa, kailangan nating hanapin ang paraan upang ipresenta ang mga bagay na teoryetikal, na sumasangkot sa pagpili ng materyales, paggawa, katumpakan, pagsusuri at iba pang mga ugnayan.
Ang mga pangkalahatang paraan ng pagproseso para sa mga gear ay halos nahahati sa dalawang paraan: ang porma at ang pamamangka. Ang porma ay direktang nag-cut ng anyo ng matak na gumagamit ng isang kasangkapan na sumasagot sa anyo ng espasyo sa pagitan ng mga ngipin. Ito ay karaniwang binubuo ng mga milling cutter, butterfly grinding wheels, atbp.; ang pamamangka ay mas kumplikado, na maaaring maintindihan bilang dalawang gear na nagdidiskarte, isa sa kanila ay mabigat (kasangkapan), at ang iba pa ay nasa blank state pa lamang. Ang proseso ng diskarte ay mula sa pagiging malayo hanggang dumadikit papunta sa normal na estado ng diskarte, habang ginagawa ito ay kinukutit ang bagong gear. Kung interesado ka, maaari mong hanapin ang 'Mechanical Principle' para sa detalyadong pag-aaral.
Ang pamamaraan ng pagbuo ay malawakang ginagamit, ngunit kapag ang gear ay may mas kaunting ngipin, ang ngipin linya tuktok ng tool at ang mesh linya ay lalampas sa limitasyon mesh punto ng gear na pinutol, at sa oras na ito, ang ugat ng gear na pinoproseso ay labis na inalis. Yamang ang bahagi ng undercut ay lumampas sa limitadong punto ng pag-meshing, hindi ito nakakaapekto sa normal na pag-meshing ng gear, ngunit ang disbentaha ay pinalalampas nito ang lakas ng gear. Ang mga ganyang gear,paggamit sa mga okasyon ng mabibigat na pag-load tulad ng mga gearbox, ay madaling masira ng ngipin, gaya ng ipinapakita sa figure sa ibaba ay ang modelo ng isang 2-module 8-tooth gear na karaniwang pinoproseso (na may undercutting).
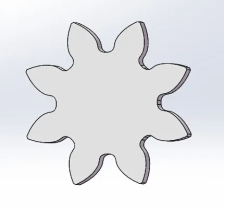
At 17 ang limitadong bilang ng ngipin na inihahabla sa ilalim ng pamantayan ng gear sa ating bansa. Ang mga gear na may mas kaunting 17 ngipin ay magkakaroon ng "pag-andar ng undercutting" kapag naproseso nang normal sa pamamaraan ng pagbuo, at sa oras na ito, ang pamamaraan ng pagproseso ay kailangang ayusin, tulad ng paglipat, tulad ng ipinapakita sa figure sa ibaba ay ang 2-module 8-tooth gear na napr
Siyempre, ang nilalaman na inilarawan dito ay hindi lubusang-kabuuang, at maraming mas kawili-wiling bahagi sa mekanika. May higit pang mga problema din sa paggawa ng mga bahagi na ito sa inhinyeriya. Ang mga interesado sa pulbos na ginto ay maaaring maging mas maingat.
Katapusan: Ang bilang ng ngipin 17 ay nagmumula sa pamamaraan ng pagproseso at nakasalalay din sa pamamaraan ng pagproseso. Kung baguhin o mapabuti mo ang pamamaraan ng pagproseso ng gear, tulad ng paraan ng pagbuo, pagproseso ng pag-shift (ito ay tumutukoy sa mga tuwid na ngipin na silindriko na mga gear), hindi magkakaroon ng pangyayari ng undercutting, at walang limitasyon sa bilang ng mga ngipin 17.
Bilang karagdagan, mula sa tanong na ito at sa mga sagot nito, makikita na ang isang katangian ng disiplina ng mekanika ay ang mataas na pagsasama ng teorya at pagsasanay.
Opinyon ng isang netizen: Una, ang pahayag na ang mga gear na may mas mababa sa 17 na ngipin ay hindi maaaring umuwi ay mali. Magpapakita tayo ng maikli kung paano ang numero 17 ay nagsimula.
Ang mga gear ay mga komponente ng mekanismo na may mga ngipin sa gitna na humahamon nang tuloy-tuloy upang ipasa ang galaw at kapangyarihan. Kasama sa mga profile ng ngipin ng gear ang involute, circular arc, atbp., at ang involute gears ang higit na madalas gamitin.
Ang mga gear na involute ay nahahati sa mga straight-toothed cylindrical gears/helical cylindrical gears, atbp. Para sa mga standard na straight-toothed cylindrical gears, ang coefficient ng tooth tip height ay 1, ang coefficient ng tooth root height ay 1.25, at ang pressure angle ay 20°. Ang pangproseso ng gear ay gumagamit ng generation method, na ang paggalaw ng tool at ng tooth blank sa panahon ng pagproseso ay parang isang pares ng nagkakasanglaan na gear. Para sa pagproseso ng standard na gear, kung ang bilang ng mga teeth ay mas mababa sa isang tiyak na espesyal na halaga, ang involute curve profile sa ugat ng tooth blank ay maaring ikutin, na tinatawag na undercutting, tulad ng ipinapakita sa kaliwang larawan sa ibaba. Ang undercutting ay malalaking makakaapekto sa lakas ng gear at sa maligayang pagdulog ng transmisyon. Ang pinakamaliit na halaga na hindi nagiging mayroong undercutting ay 2*1/sin(20)^2 (1 ay ang coefficient ng tooth tip height, 20 ay ang pressure angle).
Ang bilang ng ngipin na 17 dito ay para sa pangkaraniwang mga straight-toothed cylindrical gear. Maraming paraan upang maiwasan ang undercutting, tulad ng gear shifting, na maaaring isama ang pagkilos ng tool malayo o malapit sa sentro ng pag-ikot ng tooth blank. Dito, upang maiwasan ang undercutting, kailangan pumili na ilayo mula sa sentro ng contour rotation, tulad ng ipinapakita sa kanang larawan sa ibaba, at ang buong involute curve profile ay lumilitaw muli.
Matapos ang gear shifting, maari ang gear na ikot nang hindi maapektuhan. Tulad ng ipinapakita sa itaas, sa pamamagitan ng wastong pagshift, maaaring ikot din ang gear na may 5 ngipin. Sa katunayan, maaari ding maiwasan ang undercutting sa helical gears o bawasan ang pinakamaliit na bilang ng ngipin kung saan nagaganap ang undercutting.
T ang numero 17 ay kinalkula. Hindi ibig sabihin na hindi makakabuo ng pag-ikot ang mga gear na may mas mababa sa 17 na ngipin, ngunit kung mas mababa sa 17 ang bilang ng ngipin, madali mong ikutsa ang bahagi ng involute curve sa puno ng gear habang ginagawa ang gear, na tinatawag na undercutting, na nagpapabahala sa lakas ng gear. Kung paano ito kinokompyuta, ganap na isang matematikal na problema, tingnan ang formula sa itaas, na may meshing angle a=20 degrees, ang pinakamababang bilang ng ngipin na hindi nagdudulot ng undercutting ay 17.
Pananaw ng netizen: Dapat bang mas mababa sa 17 ang bilang ng ngipin ng gear? Ito ay tanong na dapat ipagtalakay. Para sa mga standard na gear, talagang hindi dapat mas mababa sa 17 ang bilang ng ngipin. Bakit? Dahil kapag mas mababa sa 17 ang bilang ng ngipin, magiging present ang fenomeno ng undercutting sa gear.
Ang tinatawag na undercutting ay tumutukoy sa sitwasyon kung saan ang linya ng dente ng kasangkapan ay nagkakaroon ng sobrang pagkutit sa raiz ng gear sa ilalim ng mga tiyak na kondisyon habang gumagamit ng pamamaraan ng pagbubuo sa pagsasakop ng gear, at isang bahagi ng profile ng involute curve sa raiz ng gear ay iniiwasan.
 Pamamaraan ng pagbubuo
Pamamaraan ng pagbubuo 
Ang paraan ng pagbubuo (kilala rin bilang ang metodo ng pag-unlad) ay isang teknik sa pagproseso ng gear na gumagamit ng prinsipyong envelope mula sa heometriya. Pagkatapos ibinigay ang mga involute tooth profile at ang angular velocity w1 ng driver gear, maaaring makuhang w2 ang angular velocity ng driven gear sa pamamagitan ng pagkakasulok ng dalawang tooth profile, at ang gear ratio i12 = w1/w2 ay isang constant value. Ito dahil habang nagkakasulok ang dalawang tooth profile, ang dalawang pitch circle ay gumagawa ng pure rolling. Habang gumagawa ng pure rolling ang pitch circle 1 sa pitch circle 2, ang tooth profile ng gear 1 ay aangkop sa isang serye ng relatibong posisyon patungkol sa gear 2, at ang envelope ng mga relatibong posisyon ito ay ang tooth profile ng gear 2. Sa ibang salita, habang gumagawa ng pure rolling ang dalawang pitch circle, ang dalawang involute tooth profile ay maaaring ituring bilang envelopes ng bawat isa.
Phenomenon ng Undercutting
Ang sanhi ng undercutting: Kapag ang katanungan ng linya ng dulo ng ngipin ng kasangkot at ang linya ng pagsasamahin ay umabot sa labas ng punto ng hangganan ng pagsasamahin N1, at patuloy na gumagalaw ang kasangkot mula sa posisyon Ⅱ, ito ay magiging sanhi ng pagkutang bahagi ng profile ng involute tooth na naka-machined na sa ugat.
Ang epekto ng undercutting: Isang gear na may malubhang undercutting, sa isang banda, nagpapababa ng kakayahan sa pagbend ng mga ngipin; sa isa pang banda, ito ay bumababa sa antas ng transmisyong gear, na napakahirap para sa transmisiyon. Ang sanhi ng undercutting: Kapag ang katanungan ng linya ng dulo ng ngipin ng kasangkot at ang linya ng pagsasamahin ay umabot sa labas ng punto ng hangganan ng pagsasamahin N1, at patuloy na gumagalaw ang kasangkot mula sa posisyon Ⅱ, ito ay magiging sanhi ng pagkutang bahagi ng profile ng involute tooth na naka-machined na sa ugat.
Para sa mga hindi-pormal na gear, tatanggapin ang mas kaunti pa sa 17 ngipin.
Sinabi lahat ito, ano ang iyong opinyon? Huwag magkalat ng mag-iwan ng komento at ibahagi~




