 EN
EN
 AR
AR
 FI
FI
 NL
NL
 DA
DA
 CS
CS
 PT
PT
 PL
PL
 NO
NO
 KO
KO
 JA
JA
 IT
IT
 HI
HI
 EL
EL
 FR
FR
 DE
DE
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 SK
SK
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 FA
FA
 MS
MS
 HA
HA
 KM
KM
 LO
LO
 NE
NE
 PA
PA
 YO
YO
 MY
MY
 KK
KK
 SI
SI
 KY
KY

Kan antalet tänder på ett hjul vara mindre än 17?
Tänder är en bredt använd typ av komponent i vardagen, oavsett om det gäller luftfart, godskepp, bilar och så vidare. Men när man utformar och bearbetar tänder ställs krav på antalet tänder. Vissa påstår att hjul med färre än 17 tänder inte kan rotera, medan andra pekar på att det finns många hjul med färre än 17 tänder som fungerar korrekt. Faktum är att båda dessa påståenden är korrekta. Vet du varför?
 Varför är antalet tänder 17?
Varför är antalet tänder 17? 
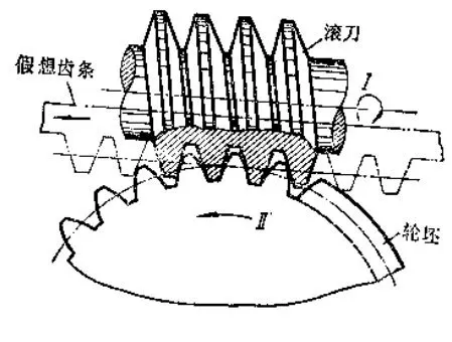
Varför är det just 17 och inte något annat nummer? När det gäller talet 17 har detta att göra med hur växellådan tillverkas. Som visas i figuren nedan är ett vanligt används sätt att använda en hob för att skära.
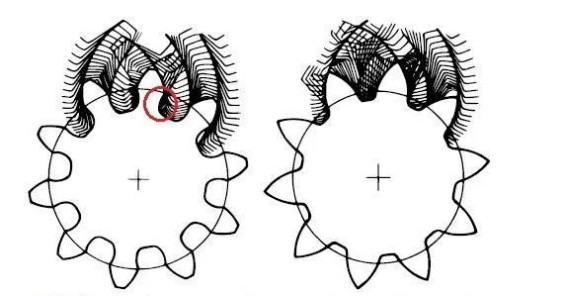
När antalet tätheter är litet inträffar ett fenomen som kallas underhuggning, vilket påverkar styrkan på den tillverkade växeln. Vad är underhuggning? Det betyder att roten skärs. Titta på rött markerade rutan i figuren:
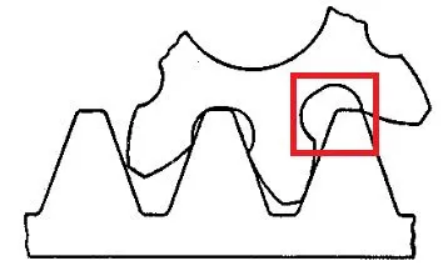
När skärningen av tandspetsen och齿距linjen överskrider gränsten för nätverkspunkten på den växel som skärs tas en del av involvtandprofilen vid roten bort. Detta fenomen kallas underhuggning.
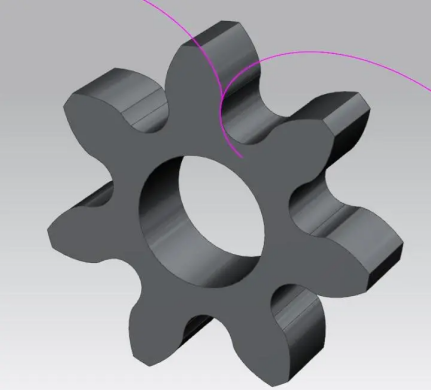
Under vilka omständigheter kan underhuggning undvikas? Svaret ligger i talet 17, vilket motsvarar en höjd-koefficient på spetsen på 1 och tryckvinkel på 20 grader. För det första, kan täthjul rotera eftersom övre och undre täthjul behöver skapa en bra överföringsrelation. Endast när anslutningen mellan dem är på plats kan deras drift vara en stabil relation. Med involvtäthjul som exempel kan god kontakt mellan de två täthjulen spela sin roll, vilket delas in i två typer: raka täthjul och snedtänderade cylindertäthjul. Det standardiserade raktandretaget har en tandspetskoefficient av 1, en tandfotkoefficient av 1,25 och en tryckvinkel på 20 grader. När täthetsbearbetning utförs, om tandhjulblanken och verktyget är som två täthjul. Om antalet tänder på blanken är mindre än en viss värde, kommer roten av tanden att skäras bort, vilket kallas för underkantning. Om underkantningen är för liten, kommer det att påverka styrkan och stabiliteten hos täthjulet. Det 17 som nämns här gäller för täthjul. Om vi inte pratar om arbets-effektiviteten hos täthjulet, oavsett hur många tänder det har, kommer det att fungera och kunna operera. Dessutom är 17 ett primtal, vilket betyder att sammanträffandet mellan en täthjultand och en annan täthjultand är minimalt inom en viss antal varv, och kraften kommer inte att vara på samma punkt i lång tid. Täthjul är precisioninstrument, även om det kommer att finnas fel på varje täthjul, men chansen för axelutslitage orsakad av 17 är verkligen för stor, så om det är 17, kan det röra sig i kort tid, men inte på lång sikt. Dock uppstår problemet! Det finns fortfarande många växlar på marknaden med färre än 17 tänder, och de fungerar fortfarande bra, som bevisas av bilder.
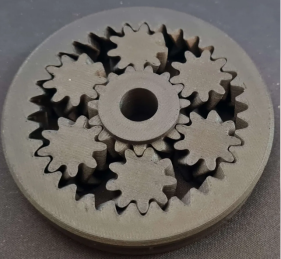
Dock har vissa nätanvändare pekat på att det faktiskt är möjligt att producera standardinvolutväxlar med färre än 17 tänder genom att ändra tillverkningsmetoden. Självklart är sådana växlar också lätt att fastna (på grund av växlars interferens, inga bilder hittades, var vänlig och föreställ dig), och på detta sätt kan det verkligen inte röra sig. Det finns också många motsvarande lösningar, avståndsreglerade växlar används oftast (på en enkel beskrivning är det att flytta verktyget lite när man skär), och det finns också snedrädda växlar, cykloidalväxlar etc. Det finns också universella cykloidalväxlar.
En annan nätmedborgares synpunkt: Det verkar som om alla fortfarande förstår allt för mycket på böcker, och jag vet inte hur många som grundligt har studerat hjul i deras arbete. Derivatan av att antalet tänder på ett hjul ska vara större än 17 i mekanik-kursen för att undvika underkantning bygger på att radien R vid spetsen av verktygets frammejsningsyta är 0. Men hur kan verktygen i industriell produktion inte ha någon R-vinkel? (Utan R-vinkeln blir verktyget skarpt, stress koncentreras, vilket gör det enkelt att få sprickor under värmebehandling, och lätt att slitas eller få sprickor under användning). Och även om verktyget inte har någon R-vinkel är det maximala antalet tänder där underkantning inträffar inte nödvändigtvis 17 tänder, så påstanden att 17 tänder är villkoret för underkantning är faktiskt öppen för diskussion! Låt oss titta på några bilder.
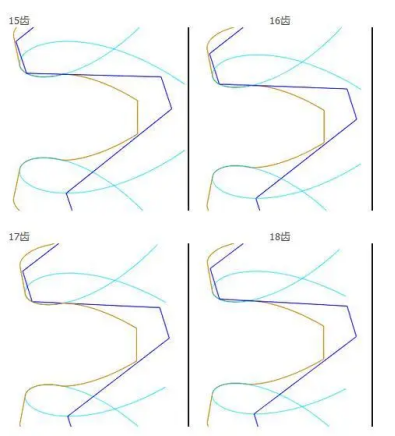
Ur figuren kan man se att när man använder ett verktyg med radien R på den främre skärningsytan som 0 för att bearbeta växlar, finns det ingen uppenbar förändring i rotövergångskurvan mellan 15 och 18 tänder. Så varför är 17 tänder antalet där involutformade raka tänder börjar att få undercutting?
Jag tror att denna figur, som illustrerar konceptet, borde vara bekant för maskinteknikstuderande som har använt en växlargenerator. Man kan se att storleken på verktygets R-vinkel påverkar undercuttingen av växeln.
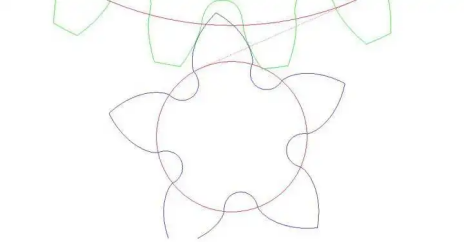
Den purpurfärade utökade yttre epitrochoidkurvan för tandrotsdelen i figuren är tandprofilen efter att tandroten har skurits bort. Hur mycket kommer skurandet av en hjultands rot att påverka dess användning? Detta bestäms av den relativa rörelsen mellan en annan hjultands spets och styrkan i reserven vid hjultandsroten. Om tandspetsen på det matchande hjulet inte nöjer sig med den skurda delen, kan dessa två hjul rotera normalt (Not: Den skurda delen är en icke-involut-tandprofil. Att nöja en icke-involut-tandprofil med en involut-tandprofil under icke-specialdesignade villkor är vanligtvis icke-konjugerat, det vill säga det kommer att orsaka interferens).
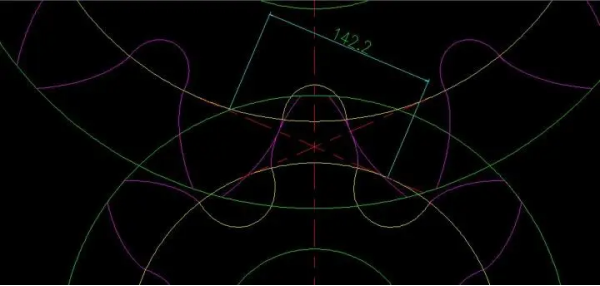
Från denna figur kan man se att nyttningslinjen för dessa två hjul precis stryker mot cirkeln med maximal diameter som motsvarar övergångskurvan för de två hjulen (Notera: Den purpurfärgade delen är involutfickprofilen, den gula delen är underskärningsdelen, och nyttningslinjen kan inte gå nedanför bascirkeln, eftersom det inte finns någon involutlinje under bascirkeln. Nyttningspunkten mellan de två hjulen vid vilken position som helst ligger på denna linje), det vill säga, dessa två hjul kan precis nytta normalt. Naturligtvis tillåts detta inte i tekniken, längden på nyttningslinjen är 142,2, och detta värde \/ bassteg = överlappningskvot.
Vissa människor säger också: Först, premissen i den här frågan är fel. Antalet tänder mindre än 17 påverkar inte användningen (beskrivningen av detta punkt i det första svaret är felaktig, de tre villkoren för korrekt nätning av hjul är oberoende av antalet tänder), men 17 tänder kan orsaka vissa problem vid bearbetning under specifika omständigheter. Här följer mer information för att komplettera kunskapen om hjul.
Först, låt oss prata om involutförlängningskurvan. Involutkurvan är den mest använda typen av tandprofil på hjul. Så varför är det en involut? Vad är skillnaden mellan denna linje och en rak linje, en båge? Som visas nedan, är det en halv tand involutkurva.
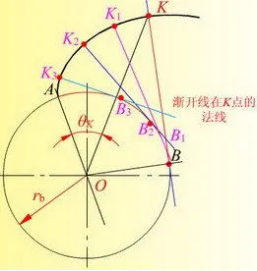
Involutkurvan kan beskrivas i ett mening som spår av en rörlös punkt på en rät linje när linjen rullar längs en cirkel. Dess fördel är uppenbar. När två involutkurvor nätar, som visas nedan.
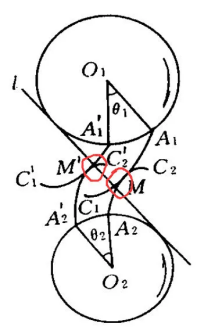
När de två hjulen roterar, är riktningen på kraften vid kontaktpunkten (som M, M') alltid på samma rak linje, och denna linje är vinkelrät mot kontaktytan (snitt) mellan de två involutformerna. Eftersom den är vinkelrät inträffar ingen "glidning" och "frekting" mellan dem, vilket objektivt minskar friktionen under tändernas förande, inte bara för att förbättra effektiviteten utan också förlänga tändernas livslängd.
Självklart, som den mest använda typen av tandprofil - involutföringen, är det inte vår enda valmöjlighet.
Låt oss prata om "undercutting" igen. Som ingeniörer måste vi inte bara överväga om det är möjligt på teoretisk nivå och om effekten är bra, men ännu viktigare är att vi måste hitta sätt att realisera teoretiska saker, vilket innefattar materialval, tillverkning, precision, testning och andra länkar.
De vanliga bearbetningsmetoderna för växlar delas vanligtvis in i formmetoden och generationsmetoden. Formmetoden är att direkt skära ut tandformen med ett verktyg som motsvarar luckans form mellan tänderna. Detta omfattar vanligen frestnivar, fjärilska sliprator etc.; generationsmetoden är mer komplex och kan ses som att två växlar nätas mot varandra, en av dem är mycket hård (verktyget) och den andra befinner sig fortfarande i blanktillstånd. Nätningen pågår från att vara långt ifrån varandra till att alltmer närma sig det normala nätningstillståndet, under vilket den nya växeln skärs ut. Om du är intresserad kan du leta upp "Maskinteknik" för en mer detaljerad studie.
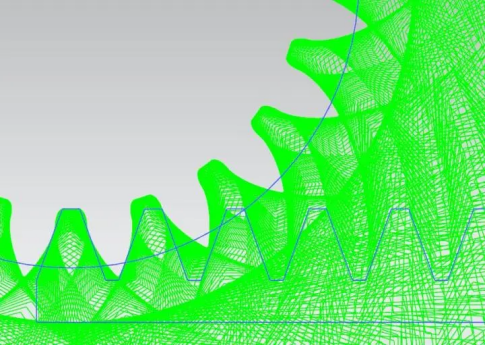
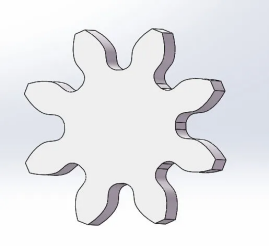
Metoden för generationsformning används vidare, men när hjulet har färre tänder kommer linjen för verktygets tandspets och nysningslinjen att överstiga gränspunkten för nysningen på det bearbetade hjulet, och vid detta tillfälle kommer roten på det bearbetade hjulet att tas bort för mycket. Eftersom den underskurna delen överstiger gränspunkten för nysningen påverkar det inte normala nysningen av hjulet, men nackdelen är att det försvagar hjulet. Sådana hjul, när de används i högbelastade situationer som i växellådor, är lättare att få tandbrott, som visas i figuren nedan är modellen för ett 2-modul 8-tands-hjul som har bearbetats vanligtvis (med underskarning).
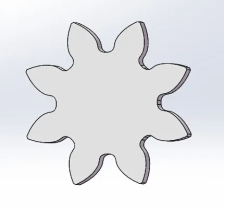
Och 17 är det gränssiffriga antalet tänder som beräknats enligt hjulstandarden i vårt land. Hjul med färre än 17 tänder kommer att få "avskärningsfenomen" när de bearbetas normalt med generationsmetoden, och vid detta tillfälle behöver bearbetningsmetoden justeras, till exempel genom förskjutning, som visas i figuren nedan är det 2-modul 8-tandshjulet som har bearbetats med förskjutning (liten avskärning).
Självklart är innehållet som beskrivs här inte heltäckande, och det finns mycket mer intressant i mekaniken. Det finns också fler problem när dessa delar tillverkas i produktionen. De som är intresserade av metallpulver kan gärna lägga mer fokus på det.
Slutsats: Antalet tänder 17 kommer från bearbetningsmetoden och beror också på den. Om du ändrar eller förbättrar hjulbearbetningsmetoden, som till exempel formningsmetoden, skiftbearbetning (här syftar specifikt på raka tandade cylinderränder), kommer det inte att finnas något underskärningsfenomen, och det finns ingen gräns för antalet tänder 17.
Utöver detta kan man se av denna fråga och dess svar att en karaktäristik hos mekanikdisciplinen är den höga kombinationen av teori och praktik.
Nätanvändarens synpunkt: Först och främst är påståendet att hjul med färre än 17 tänder inte kan rotera felaktigt. Låt oss kort introducera hur talet 17 kom fram.
Drev är mekaniska komponenter med tänder på kanten som kontinuerligt är sammanlänkade för att överföra rörelse och kraft. Gäng tandprofiler inkluderar involute, cirkulär båge, etc. och involute växel är mer allmänt använda.
Involverade växlar är indelade i raktändade cylindriska växlar/helixformade cylindriska växlar etc. För standardriktändda cylindriska växlar är tandspetshöjdkoefficienten 1, tandrotshöjdkoefficienten 1,25, och tryckvinkeln 20°. Vid bearbetning av redskap används generationsmetoden, dvs. att verktygets rörelse och tandblankets rörelse under bearbetningen liknar ett par maskstjärnor. För standarddrev bearbetning, om antalet tänder är mindre än ett visst specifikt värde, kommer den involuta kurvprofilen vid roten av tandblankaden att skäras, vilket kallas underskärning, som visas i den vänstra figuren nedan. Underkostnaderna kommer att påverka växelväxlarnas styrka och överföringsfritt. Detta icke förekommande underskärningsminimumvärde är 2*1/sin(20) ^2 (1 är tandspetshöjdkoefficienten, 20 är tryckvinkeln).
Antalet tänder 17 här är för standard cylindriska tandväxlar med raka tänder. Vi har många sätt att undvika underskärning, till exempel att växla växel, det vill säga att flytta verktyget bort från eller nära mitten av tandblankrotationen. För att undvika underskärningar måste man välja att flytta bort från rotationscentrumet, vilket visas i figuren nedan, och den fullständiga involute-kurvprofilen kommer ut igen.
Efter växling kan växeln rotera utan att påverkas. Som framgår av ovanstående kan ett växellåda med fem tänder också rotera genom lämplig växling. I själva verket kan spiralväxlande växellådor också undvika underskärningar eller minska det minsta antalet tänder där underskärningar uppstår.
T han räknar ut nummer 17. Det är inte så att växlar med färre än 17 tänder inte kan rotera, men om det finns färre än 17 tänder är det lätt att skära av en del av den involuta kurvan vid roten av växeln vid bearbetningen av växeln, det vill säga underskärning, vilket försvagar växeln. När det gäller hur man beräknar det, är det helt ett matematiskt problem, hänvisar till formeln ovan, med masking vinkel a = 20 grader, är det minsta antalet tänder som inte inträffar underskärning 17.
Nätanvändarens synpunkt: Om antalet hjultänder kan vara mindre än 17 är en fråga som är värd att överväga. För standardhjul kan antalet tänder verkligen inte vara mindre än 17. Varför? Därför att när antalet tänder är mindre än 17 uppstår ett underskärningsfenomen.
Så kallt underkantning syftar till situationen där tandspetslinjen på verktyget skär för mycket i rotan av hjulet under vissa förhållanden vid hjulskärning med generationsmetoden, och en del av involutförloppet vid roten av hjulet skärs bort.
 Generationsmetod
Generationsmetod 
Metoden för generationsmetod (som även kallas utvecklingsmetoden) är en teknik för bearbetning av växlar som använder mantelprincipen från geometrin. När involutformerna och drivväxelns vinkelhastighet w1 ges, kan den drivna växelns vinkelhastighet w2 erhållas genom nätverkningen mellan de två täthetsprofilen, och växelkvoten i12 = w1/w2 är en konstant värde. Detta beror på att under nätverkningen mellan de två täthetsprofiler, utför de två bascirkelarna ren rullning. Som bascirkel 1 rullar rent på bascirkel 2, kommer täthetsprofilen för växel 1 att uppta en serie relativ positioner i förhållande till växel 2, och manteln av dessa relativ positioner är täthetsprofilen för växel 2. Med andra ord, under den rena rullningen av de två bascirkelarna, kan de två involutförmen anses vara mantlar av varandra.
Undercuttningsfenomenet
Orsaken till underskärning: När skärningen av verktygets tandspetslinje och nätflödeslinjen överstiger nätflödesgränsen N1, och verktyget fortsätter att röra sig från position Ⅱ, kommer det att skära bort en del av den redan bearbetade involvtandprofilen vid roten.
Konsekvenserna av underskärning: En hjul med allvarlig underskärning svänger på den ena handen nedbrytningsstyrkan hos tänderna; på den andra handen minskar den graden av hjultransmission, vilket är mycket olämpligt för transmissionen. Orsaken till underskärning: När skärningen av verktygets tandspetslinje och nätflödeslinjen överstiger nätflödesgränsen N1, och verktyget fortsätter att röra sig från position Ⅱ, kommer det att skära bort en del av den redan bearbetade involvtandprofilen vid roten.
För icke-standardhjul är det acceptabelt att ha färre än 17 tänder.
Efter allt detta, vad är din åsikt? Känsligt att lämna en kommentar och dela~




