Спецификация продукта
|
Проект
ТИП
|
XT80
|
XT100
|
XT160
|
|
|
Данные о звене цепи (мм )
|
80
|
100
|
160
|
|
Вес цепи (N/M )
|
38
|
47
|
90
|
|
Грузоподъемность одиночной точки подъема (КН)
|
1.25
|
2.5
|
5
|
|
Допустимое напряжение цепи (КН)
|
10
|
12.5
|
25
|
|
Сила разрыва цепи (КН)
|
≥110
|
≥220
|
≥ 400
|
|
Характеристики траектории
|
Обычный двутавр 8# 、10#
|
Обычный двутавр 12# 、14#
|
Обычный двутавр 14# 、16#
|
|
Вес спецификации траектории (Н/м)
|
89.6 、112
|
140 、169
|
169 、205
|
|
Скорость движения (м/мин)
|
0~1.2 、2.1 、3.3 、4.8 、8.3
|
0~1.1 、2.0 、3.2 、4.5 、7.2
|
0~13 、2.0 、3.2 、4.5 、6.0
|
|
Рабочая температура (°C)
|
-20~250
|
-20~250
|
-20~250
|
|
Мощность конвейера (КВт)
|
1.2 、2.2
|
1.5 、2.2
|
2.2 、3.4
|
Состав продукта
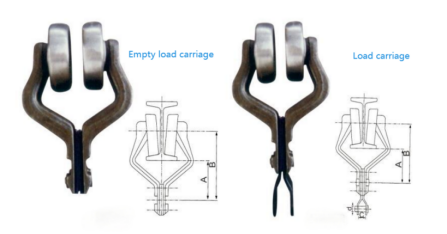
Троллейбус
Основная функция штампованного ползунка заключается в том, чтобы выдерживать вес грузов, распределителей и цепей. Он также выдерживает результирующую силу натяжения цепи в вертикальной изогнутой секции и может обеспечить движение цепи по линии траектории. Когда расстояние между двумя загруженными тележками на линии превышает 800~900 мм, можно добавить тележку в середине.
|
Проект
ТИП
|
A
|
B
|
C
|
Г
|
Е
|
|
XT80
|
63.5
|
100
|
16
|
φ12
|
66
|
|
XT100
|
82
|
131.1
|
20
|
φ12
|
74
|
|
XT160
|
102
|
170.8
|
25
|
φ20
|
109
|
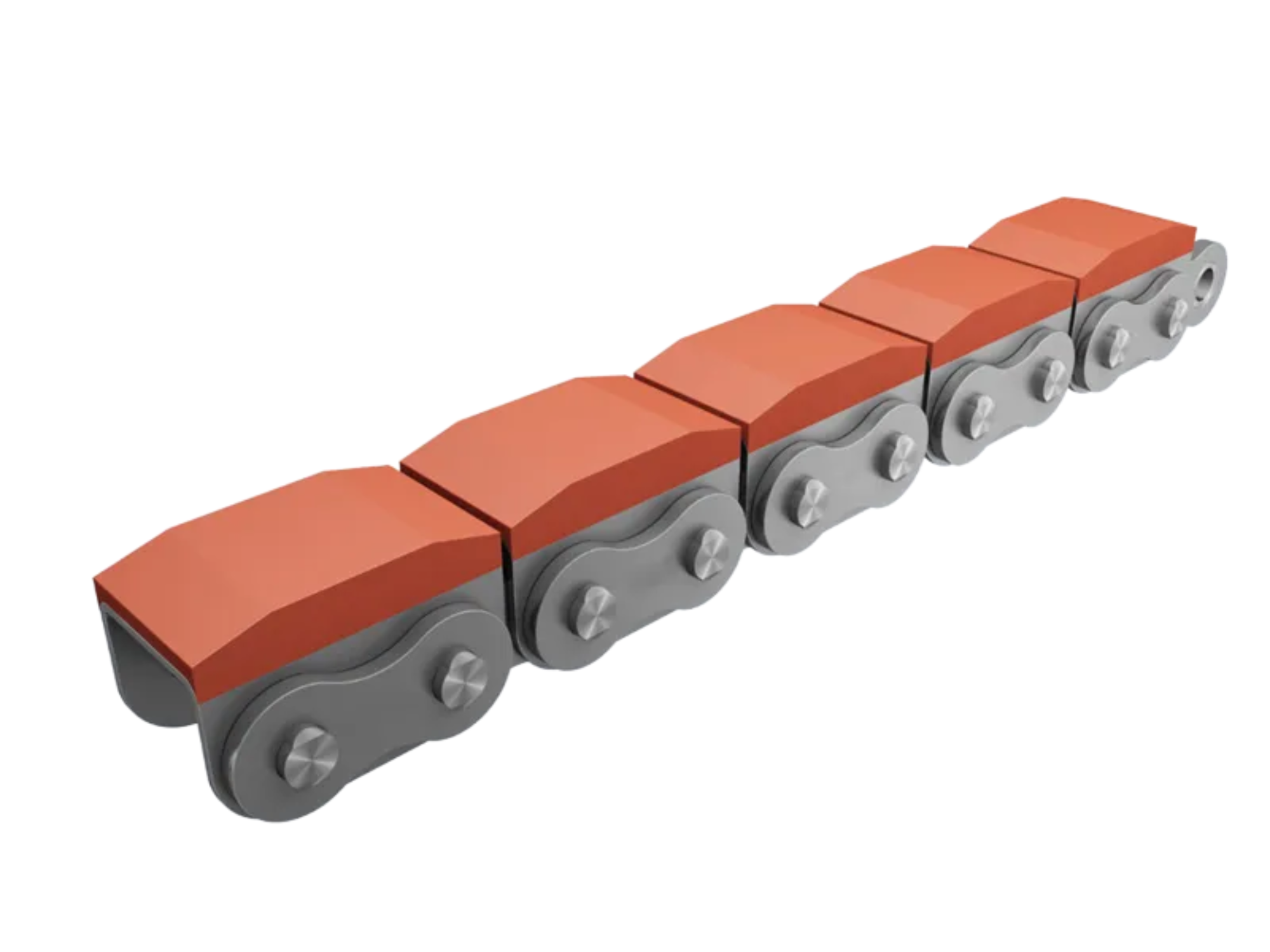
XT Forged chain
Цепь является тяговым элементом конвейера. Существует два типа цепей для XT80, XT100, она может вращаться произвольно в горизонтальной и вертикальной плоскостях.
|
Проект
ТИП
|
Р
|
C
|
a
|
|
XT80
|
80(76.2)
|
1,5-2,5
|
≥9°
|
|
XT100
|
100
|
1,5-2,5
|
≥9°
|
|
XT160
|
160
|
2-4
|
≥6°
|

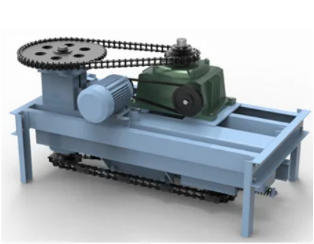
Приводное устройство
Устройство использует структуру передачи с непосредственно соединённым циклоидальным редуктором, которая обеспечивает высокую эффективность передачи и надёжное движение. Двигательный каркас разделён на внутренний и внешний каркасы. При возникновении неожиданных ситуаций, таких как перегрузка сопротивлением, внутренний каркас перемещается относительно внешнего, и предельный выключатель срабатывает для электрической защиты. Трансмиссионное устройство должно располагаться высоко на линии с большим натяжением, при этом также следует учитывать удобство подвешивания и обслуживания.
|
Проект
ТИП
|
A1
|
A
|
B1
|
B
|
Л
|
|
XT80
|
1586
|
1640
|
750
|
1000
|
≤1472
|
|
XT100
|
1586
|
1640
|
750
|
1000
|
≤1472
|
|
XT160
|
1771
|
1825
|
820
|
1000
|
≤1560
|

Угловая передача
Устройство использует поясную передачу с планетарным редуктором. Стандартное ведущее колесо имеет 10 зубьев. Для специальных потребностей может быть предоставлено ведущее колесо с 13 зубьями при условии обеспечения прочности редуктора. Диапазон скоростей: 0,5 - 10 м/мин для плавной и стабильной транспортировки линии. Рекомендуемая линейная скорость в пределах допустимого объема транспортировки составляет 2 - 6 м/мин для увеличения срока службы. Учитывая возможные повреждения от перегрузок, устройство оснащено защитным штифтом. При перегрузке штифт немедленно обрывается, защищая привод.
|
проект
ТИП
|
Л
|
A1
|
A
|
B1
|
B
|
Г
|
|
XT80
|
757
|
1300
|
1360
|
640
|
700
|
φ666
|
|
XT100
|
757
|
1340
|
1400
|
780
|
840
|
φ652
|
|
XT160
|
895
|
1460
|
1500
|
785
|
850
|
φ826,5
|
Затяжное устройство
Натяжное устройство обеспечивает натяжение цепи, компенсирует ошибки установки и удлинение цепи из-за натяжения, износа и различий температур. Оно обеспечивает начальное натяжение в точке намотки приводного устройства и устраняет негативные воздействия на всей линии. Для XT80, XT100 и других моделей натяжитель должен быть размещен в месте с меньшим натяжением, обычно в нижней части, возле задней стороны приводного устройства. Рядом с натяжителем не должно быть большого спуска под нагрузкой.
|
Проект
ТИП
|
XT80, XT76.2
|
XT100
|
XT160
|
|
R
|
305
|
381
|
533
|
610
|
317
|
413
|
508
|
637
|
404
|
508
|
660
|
815
|
|
Г
|
φ580
|
φ732
|
φ1036
|
φ1190
|
φ606
|
φ797
|
φ986
|
φ1240
|
φ770
|
φ970
|
φ1275
|
φ1581
|
|
A
|
1235
|
1315
|
1470
|
1590
|
1245
|
1345
|
1445
|
1615
|
1495
|
1600
|
1760
|
1910
|
|
B
|
630
|
650
|
700
|
800
|
630
|
680
|
680
|
800
|
850
|
850
|
850
|
850
|
|
C
|
900
|
1100
|
1300
|
1650
|
900
|
1100
|
1300
|
1650
|
1100
|
1300
|
1620
|
1930
|
|
Е
|
63.5
|
82
|
102
|
|
F
|
280
|
280
|
300
|
|
Ужать программу
|
250
|
250
|
400
|

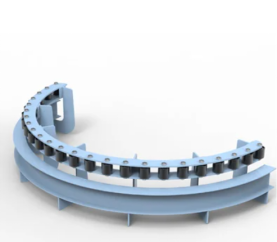
Возвратный ролик горизонтальной кривой
Поворотное устройство является горизонтальным устройством перенаправления, которое направляет цепь и тележку для плавного поворота вдоль рельса. Оно устанавливается на горизонтальном поворотном участке рельса. Поворотное устройство можно разделить на три конструкции: зубчатое колесо вращения, гладкое колесо вращения и вращение роликового ряда.
|
Проект
ТИП
|
A
|
B
|
Радиус поворота (R)
|
Г
|
C
|
|
XT80
|
180
|
250
|
305
381
533
610
|
φ580
φ732
φ1036
φ1190
|
63.5
|
|
|
|
|
XT100
|
180
|
250
|
317
413
508
637
|
φ606
φ797
φ986
φ1240
|
822
|
|
|
|
|
XT160
|
200
|
350
|
404
508
660
815
|
φ770
φ970
φ1275
φ1581
|
102
|
|
|
Проект
ТИП
|
XT80, XT100
|
XT160
|
|
Радиус поворота (R)
|
1000 1200
|
1400
|
2000 2500 3000
|
|
н
|
82.8 111.3
|
117.8
|
166.8 157.8 152.4
|
|
a
|
41.4 50.2
|
58.9
|
200 200 200
|
|
α
|
15°, 30°, 45°, 60°, 75°
|
|
Проект
ТИП
|
XT80, XT100
|
XT160
|
|
Радиус поворота (R)
|
1000
|
1200
|
1400
|
2000
|
2500
|
3000
|
|
н
|
82.8
|
111.3
|
117.8
|
166.8
|
157.8
|
152.4
|
|
a
|
41.4
|
50.2
|
58.9
|
200
|
200
|
200
|
|
α
|
180°
|
180°
|


Горизонтальные кривые
Используется для горизонтальных поворотов при движении конвейерной цепи. Стандартный радиус составляет от R305 мм до R815 мм с углом 180°. Его можно резать под любым углом в зависимости от условий места установки. Горизонтальные локти также могут быть изготовлены на заказ и обработаны согласно потребностям клиента.
|
Проект
ТИП
|
XT80
|
XT100
|
XT160
|
|
R
|
305, 381, 533, 610
|
317, 413, 508, 637
|
404, 508, 660, 815
|
|
a
|
30°, 45°, 60°, 75°, 90°, 180°
|
|
Спецификация для I-beam track
|
8#
|
10#
|
12#
|
14#
|
14#
|
16#
|
|
Л
|
80
|
100
|
120
|
140
|
140
|
160
|
|
B
|
62
|
68
|
74
|
80
|
80
|
88
|
|
м
|
160
|
160
|
160
|
160
|
160
|
180
|
Трек активности

Крепежный зажим для трека печи

XT Вертикальная кривая
Используется в точках подъема и спуска транспортерной цепи. Может быть обрезан под любым углом в зависимости от условий установки, но угол не должен превышать 45 °. Однако необходимо учитывать влияние расстояния между двумя опорными роликами, соединенными с точками подъема и спуска.
|
Проект
ТИП
|
Рельс
характеристики
|
м
|
R
|
α
|
|
|
XT80
|
8#
|
160
|
1500 2000 2500
|
15°
|
|
10#
|
30°
|
|
XT100
|
12#
|
160
|
2000 2500 3150 4000 5000
|
30°
|
|
14#
|
45°
|
|
XT160
|
14#
|
160
|
2000 2500 3000 3500 4000 4500 5000
|
15°
|
|
35°
|
|
16#
|
180
|
45°
|

Рельс температурного расширения
Когда рабочий путь проходит через высокотемпературные участки, такие как выпечка, температурные компенсаторы должны быть установлены на обоих концах высокотемпературного участка. Один конец температурного компенсатора должен быть приварен к рельсу, а другой конец должен быть скользящей муфтой, соединенной с другим рельсом. Необходимо обеспечить достаточный зазор между двумя рельсами для компенсации теплового расширения.
 EN
EN
 AR
AR
 FI
FI
 NL
NL
 DA
DA
 CS
CS
 PT
PT
 PL
PL
 NO
NO
 KO
KO
 JA
JA
 IT
IT
 HI
HI
 EL
EL
 FR
FR
 DE
DE
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 SK
SK
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 FA
FA
 MS
MS
 HA
HA
 KM
KM
 LO
LO
 NE
NE
 PA
PA
 YO
YO
 MY
MY
 KK
KK
 SI
SI
 KY
KY