 EN
EN
 AR
AR
 FI
FI
 NL
NL
 DA
DA
 CS
CS
 PT
PT
 PL
PL
 NO
NO
 KO
KO
 JA
JA
 IT
IT
 HI
HI
 EL
EL
 FR
FR
 DE
DE
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 SK
SK
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 FA
FA
 MS
MS
 HA
HA
 KM
KM
 LO
LO
 NE
NE
 PA
PA
 YO
YO
 MY
MY
 KK
KK
 SI
SI
 KY
KY

Poate fi numărul de dinți ai angrenajului mai mic de 17?
Roțile dentate sunt un tip larg răspândit de componentă în viața de zi cu zi, fie că vorbim de aviatică, nave de marfă, autoturisme, și așa mai departe. Cu toate acestea, atunci când se proiectează și se procesează roți dentate, există cerințe legate de numărul de dinți. Unele persoane susțin că roțile dentate cu mai puțin de 17 de dinți nu pot să rotească, în timp ce alții subliniază că există multe roți dentate cu mai puțin de 17 de dinți care funcționează corect. De fapt, ambele afirmații sunt corecte. Știi de ce?
 De ce numărul de dinți este 17?
De ce numărul de dinți este 17? 
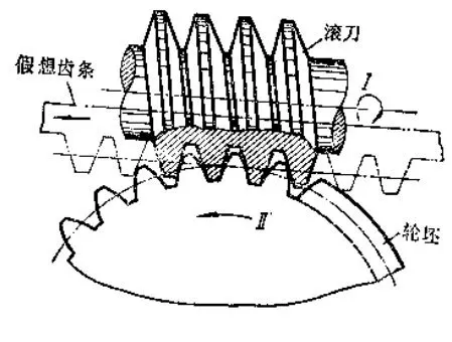
De ce este tocmai 17, și nu alt număr? Dintr-un alt punct de vedere, numărul 17 are legătură cu metoda de fabricație a înghișoarelor. După cum se poate vedea în figura de mai jos, o metodă larg utilizată este aceea de a folosi un frânat pentru tăiere.
Când numărul de dinți este mic, apare un fenomen denumit undercutting (tăiere excesivă), care afectează rezistența înghișoarei fabricate. Ce este undercutting? Înseamnă că radacina este tăiată. Atenție la cutia roșie din figură:
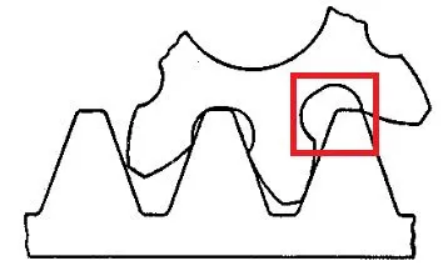
Când intersecția dintre vârful dinților înghișoarei și linia de pitch depășește punctul limită al mersului al înghișoarei tăiate, o parte a profilului involutiv al dinților de la baza înghișoarei este eliminată. Acest fenomen se numește undercutting.
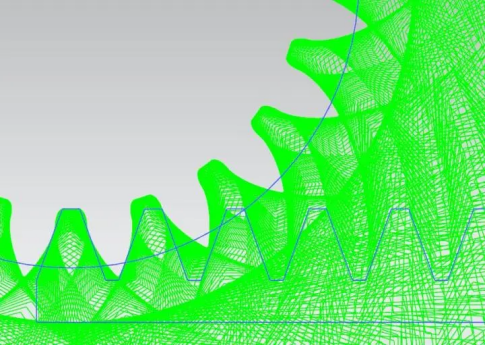
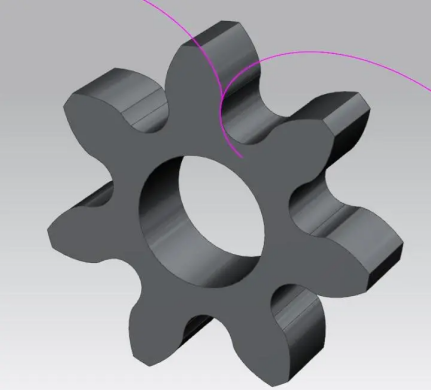
Deci, sub ce circumstanțe se poate evita undercutting-ul? Răspunsul se află în numărul 17, care corespunde unui coeficient al înălțimii vârfului de 1 și unui unghi de presiune de 20 de grade. În primul rând, roțile dentate pot să se rotească deoarece roțile dentate de sus și de jos trebuie să formeze o relație de transmisie bună. Doar când conexiunea dintre cele două este corectă, operațiunea lor poate fi o relație stabilă. Luând ca exemplu roțile dentate involutice, o înghețură bună dintre cele două roți poate să joace rolul ei, care se împarte în două tipuri: roți cilindrice cu dinți drepti și roți cilindrice cu dinți elicoidalii. Roția dreaptă standard are un coeficient de înălțime a vârfului de 1, un coeficient de înălțime a fundului de 1,25 și un unghi de presiune de 20 de grade Atunci când se procesează roțile dentate, dacă bilă de roată și uneltele sunt ca două roți dentate. Dacă numărul de dinți al bilei este mai mic decât o anumită valoare, baza dinții va fi scoasă, ceea ce se numește tăiere sub critic (undercutting). Dacă tăierea sub critic este prea mică, va afecta rezistența și stabilitatea roții dentate. Numărul 17 menționat aici se referă la roți dentate. Dacă nu luăm în considerare eficiența muncii roții, indiferent câți dinți are, va funcționa și poate opera. În plus, 17 este un număr prim, ceea ce înseamnă că coincidența dintre un dinț al unei roți dentate și alt dinț al unei alte roți este minimă într-un anumit număr de rotații, iar forța nu va fi pe același punct timp de lungă perioadă. Roțile dentate sunt instrumente de precizie, deși vor exista erori pe fiecare roată, șansa ca uzura axei să fie cauzată de 17 este cu adevărat prea mare, așadar, dacă este 17, poate să se miște pentru o perioadă scurtă, dar nu poate să funcționeze pe termen lung. Cu toate acestea, problema apare! Există încă multe încrengeri pe piață cu mai puțin de 17 dețe și ele continuă să funcționeze bine, așa cum se poate vedea din poze.
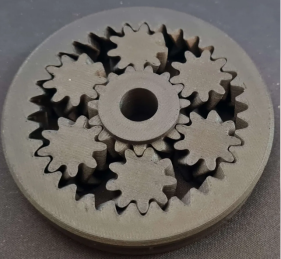
Cu toate acestea, unii utilizatori ai rețelei au subliniat că, de fapt, prin schimbarea metodei de fabricație, este posibil să se producă încrengeri standard cu profil involutiv cu mai puțin de 17 dețe. Desigur, astfel de încrengeri pot să se blocheze ușor (din cauza interferenței dintre dețe, nu s-a găsit nicio imagine, vă rog să vă imaginați), și în acest fel, nu se poate mișca cu adevărat. Există și multe soluții corespunzătoare, printre care cele mai folosite sunt încrengeri offset (vulgar vorbind, este să mutați puțin instrumentul la tăiere), dar există și încrengeri elicoidale, încrengeri cicloidală etc. Există și o încrenuire cicloidală universală.
Punctul de vedere al unui alt utilizator: Pare că toată lumea încă crede prea mult în cărți, și nu știu câți oameni au studiat cu atenție roțile dințate în munca lor. Derivarea faptului că numărul de dinți ai unei roți dințate trebuie să fie mai mare decât 17 în cursul de principii mecanice pentru a evita producerea de undercut (scufundare) este bazată pe R-ul coltului de sus al instrumentului de tăiere fiind 0. Dar cum pot instrumentele din producția industrială să nu aibă unghiul R? (Fără unghiul R, instrumentul este ascuțit, iar stresul este concentrat, ușor să se rupă în timpul tratamentului termic și ușor să se uzureze sau să se rupă în timpul utilizării). Și chiar dacă instrumentul nu are unghiul R, numărul maxim de dinți unde apare undercut-ul nu este neapărat de 17 dinți, așa că afirmația că 17 dinți este condiția pentru undercut este de fapt discutabilă! Să ne uităm acum la câteva poze.
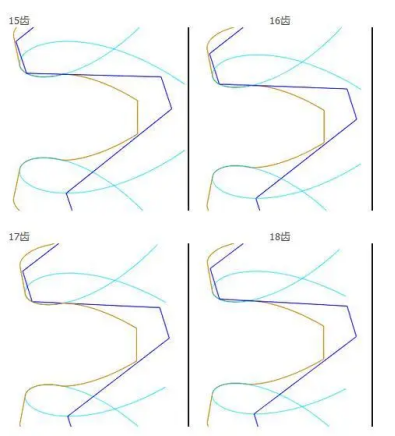
Din figură se poate vedea că atunci când se folosește un instrument cu R colțul de sus al feței de tăiere anterioară egal cu 0 pentru a procesa roți dentate, nu există o schimbare evidentă în curbura de tranziție a rădăcinii de la 15 de dinți la 18 de dinți. Deci, de ce 17 de dinți este numărul de dinți unde dinții oblici încep să producă decupaj?
Cred că această figură, care ilustrează conceptul, ar trebui să fie familiara studenților de inginerie mecanică care au folosit un generator de roți dentate. Se poate observa că mărimea unghiului R al instrumentului afectează decupajul roții dentate.
Curba purpurie extinsă exterioară a epitrocoidei din parte de rădăcină a dinților din figură reprezintă linia de profil a dinților după ce rădăcina dinților a fost tăiată. Până la ce punct tăierea rădăcinii unui dinț al unei roți dentate va afecta utilizarea acesteia? Acest lucru este determinat de mișcarea relativă a vârfurilor dinților altei roți dentate și de rezerva de putere a rădăcinii dinților roții dentate. Dacă vârful dinții roții dentate care se potrivește nu intră în contact cu partea tăiată, atunci aceste două roți pot să rotească normal (Notă: Partea tăiată este un profil de dinte neinvolut. Încheierea unui profil de dinte neinvolut cu un profil de dinte involut sub condiții necorect proiectate este de regulă neconjugală, adică va provoca interferențe).
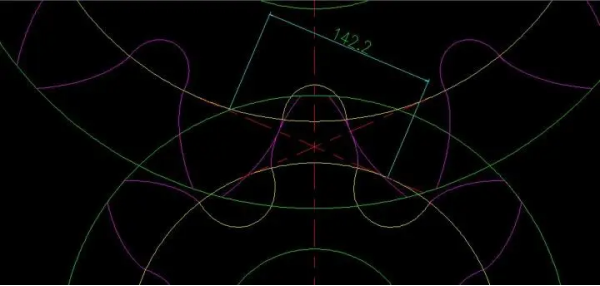
Din această figură se poate vedea că linia de îmbinare a acestor două geamănuri atinge exact cercul cu diametru maxim corespunzător curbei de tranziție a celor două geamănuri (Notă: Partea purpurie reprezintă profilul dințiilor involutivi, partea galbenă reprezintă secțiunea de subtangaj, iar linia de îmbinare nu poate intra sub cercul de bază, deoarece nu există o linie involutivă sub cercul de bază. Punctul de îmbinare al celor două geamănuri în orice poziție este pe această linie), adică aceste două geamănuri pot să se îmbine normal. Desigur, acest lucru nu este permis în inginerie, lungimea liniei de îmbinare este de 142,2, iar această valoare \/ pasul de bază = raportul de suprapunere.
Unele persoane spun și: În primul rând, premisa acestei întrebări este greșită. Numărul de dinți mai mic de 17 nu va afecta utilizarea (descrierea acestei puncte în prima răspuns este incorectă, cele trei condiții pentru alinierea corectă a roților dentate nu sunt legate de numărul de dinți), dar 17 de dinți pot să genereze unele neconveniente în procesare sub anumite circumstanțe specifice. Aici se adaugă mai multe informații pentru a completa cunoștințele despre roțile dentate.
În primul rând, vorbim despre curba involută. Curba involută este cel mai răspândit tip de profil al dinților de roată dentată. Deci, de ce este o curbă involută? Care este diferența dintre această linie și o linie dreaptă sau un arc? Așa cum se poate vedea în figura de mai jos, este o jumătate de curbă involută.
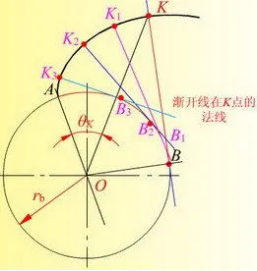
Curba involută poate fi descrisă într-o propoziție ca traiectoria unui punct imobil pe o linie dreaptă atunci când aceasta se rostogolește de-a lungul unui cerc. Avantajul său este evident. Când două curbe involute se aliniază, așa cum se poate vedea în figura de mai jos.
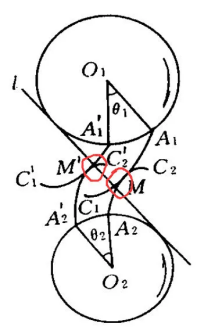
Când cele două roți se rotesc, la punctul de contact (cum ar fi M, M'), direcția forței este întotdeauna pe aceeași dreaptă, iar această linie este perpendiculară suprafeței de contact (secțiunii) celor două forme involute. Deoarece este perpendiculară, nu va exista "glisare" și "frictie" între ele, ceea ce în mod obiectiv reduce frictia în timpul încupluirii dinților, nu doar că crește eficiența, dar și prelungeste viața utilă a dinților.
Desigur, ca fiind cel mai utilizat tip de profil al dinților - curba involută, acesta nu reprezintă singura noastră opțiune.
Să vorbim din nou despre "decupaj". Ca ingineri, nu trebuie să ne concentrăm doar asupra fezabilității la nivel teoretic și a calității efectului, ci mai important, trebuie să găsim modalități de a prezenta lucrurile teoretice, ceea ce implică selecția materialelor, fabricarea, precizia, testarea și alte etape.
Metodele de prelucrare obișnuite pentru înghițoare sunt, în general, împărțite în metoda de formare și metoda de generație. Metoda de formare presupune tăierea directă a formei dinților cu un instrument care corespunde formei de spațiu dintre dinți. Aceasta include, în general, frazeuse și rotoare de afilat forma papillon, printre altele; metoda de generație este mai complexă, putând fi înțeleasă ca două înghițoare care se intersectează, una dintre ele fiind foarte dură (instrument), iar cealaltă încă în stare de blanks. Procesul de intersectare este de la o poziție departe una de cealaltă, până la ajungerea în starea normală de intersectare, în timpul căreia se taie înghițoarea nouă. Dacă sunteți interesat, puteți căuta "Principii Mecanice" pentru studiu specific.
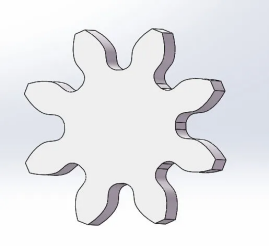
Metoda de generare este folosită pe scară largă, dar când roua are mai puține dinți, linia de vârf a unghiului instrumentului și linia de încuplare depășesc punctul de încuplare limită al roții tăiate, iar în acest moment, baza roții procesate va fi prea mult scoasă. Deoarece partea scoasă depășește punctul de încuplare limită, aceasta nu afectează încuplarea normală a roții, dar dezavantajul este că slăbește rezistența roții. Astfel de roți, când sunt utilizate în condiții de încărcare mare, cum ar fi în cutii de viteze, sunt predispuase la ruptura dinților, așa cum se poate vedea în figura de mai jos, care reprezintă modelul unei roți de modul 2 cu 8 de dinți, procesată normal (cu scoarcenare).
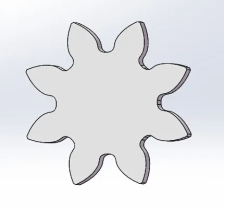
Și 17 este numărul limită de dinți calculat conform standardului de transmisie din țara noastră. Roțile cu mai puțin de 17 de dinți vor avea „fenomenul de decuplare” când sunt procesate normal cu metoda generativă, și în acest moment, metoda de procesare trebuie ajustată, cum ar fi deplasarea, așa cum se arată în figura de mai jos, care reprezintă roata cu modul 2 și 8 de dinți procesată prin deplasare (decuplare mică).
Desigur, conținutul descris aici nu este complet, și există multe alte părți interesante în mecanică. Există și mai multe probleme legate de fabricarea acestor componente în inginerie. Cei care sunt interesați de pudra aurică ar putea să acorde mai multă atenție.
Concluzie: Numărul de dinți 17 provine de la metoda de prelucrare și depinde, de asemenea, de această metodă. Dacă schimbați sau îmbunătățiți metoda de prelucrare a roților dentate, cum ar fi metoda de formare, procesarea cu deranjament (aici se referă în mod specific la roți dentate cilindrice cu dinți drepti), nu va apărea fenomenul de decuplare și nu va exista nicio limită legată de numărul de dinți de 17.
De asemenea, din această întrebare și răspunsurile ei, se poate observa că o caracteristică a disciplinei mecanice este combinația ridicată între teorie și practică.
Punctul de vedere al utilizatorului: În primul rând, afirmația conform căreia roțile dentate cu mai puțin de 17 de dinți nu pot să rotească este incorectă. Să introducem scurt cum s-a ajuns la numărul 17.
Roțile dentate sunt componente mecanice cu dinți pe margine care se umple continuu pentru a transmite mișcare și putere. Profilele de dinți ale roților dentate includ involute, arcuri circulare, etc., iar roțile dentate cu involută sunt mai larg folosite.
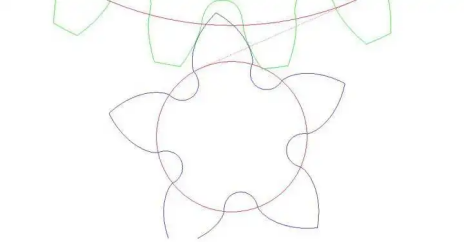
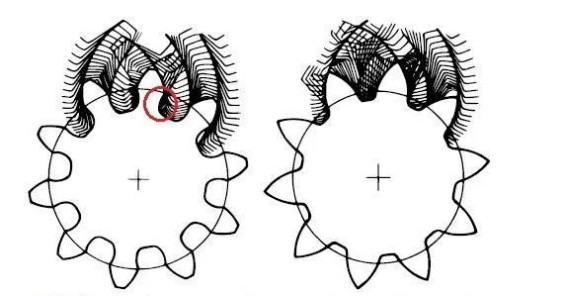
Roțile cu înghițe involutice sunt împărțite în roți cilindrice cu dinți drepti / roți cilindrice elicoidale, etc. Pentru roți cilindrice standard cu dinți drepti, coeficientul de înălțime a capului de dinte este 1, coeficientul de înălțime a rădăcinii dintei este 1.25, iar unghiul de presiune este de 20°. Prelucrarea roților se face de obicei prin metoda generației, adică mișcarea instrumentului și a bilor de dinți în timpul prelucrării este ca a două roți care se umplesc. În cazul prelucrării unei roți standard, dacă numărul de dinți este mai mic decât o anumită valoare specifică, curba involută la baza bilor de dinți va fi tăiată, ceea ce se numește „tăiere”, așa cum este ilustrat în figura de mai jos la stânga. Tăierea afectează grav rezistența roții și fluiditatea transmisiei. Această valoare minimă pentru care nu apare tăierea este 2*1/sin(20)^2 (1 este coeficientul de înălțime a capului de dinte, 20 este unghiul de presiune).
Numărul de dinți 17 indicat aici este pentru roțile cilindrice cu dinți drepti standard. Există multe metode pentru a evita decupajul, cum ar fi mutarea roții, adică deplasarea instrumentului mai departe sau mai aproape de centru de rotație al bilantului de dinți. Aici, pentru a evita decupajul, este necesar să se aleagă să se departeze de centrul de rotație al conturului, așa cum este arătat în figura de la dreapta de mai jos, iar profilul curbă involutionar complet reapare.
După mutarea roții, aceasta poate să rotească fără a fi afectată. Așa cum este arătat mai sus, prin o mutare adecvată, o roată cu 5 dinți poate să rotească, de asemenea. De fapt, roțile elicoidale pot, de asemenea, să evite decupajul sau să reducă numărul minim de dinți unde decupajul apare.
T numărul 17 este calculat. Nu înseamnă că roțile cu mai puțin de 17 dețe nu pot să rotească, dar dacă sunt mai puțin de 17 dețe, este ușor să se taie o parte a curbei involute la baza roții în timpul procesării acesteia, adică subtăierea (undercutting), ceea ce slăbește rezistența roții. În ceea ce privește modul de calculare, este total un problema matematică, consultați formula de mai sus, cu unghiul de morditură a=20 de grade, numărul minim de dețe care nu prezintă fenomenul de subtăiere este 17.
Punctul de vedere al utilizatorului: Dacă numărul de dețe al roții poate fi mai mic de 17 este o întrebare de valorificat. Pentru roți standard, numărul de dețe nu poate fi cu adevărat mai mic de 17. De ce? Pentru că când numărul de dețe este mai mic de 17, roata va avea un fenomen de subtăiere.
Așa-numitul tăiere sub critic se referă la situația în care linia vârfului dintr-unelte taie prea mult în rădăcina îmbinării sub anumite condiții în timp ce se efectuează tăierea îmbinării prin metoda generației, iar o parte a profilului curbei involute la rădăcina îmbinării este tăiată.
 Metoda generației
Metoda generației 
Metoda de generare (cunoscută și ca metodă de dezvoltare) este o tehnică de procesare a înghițoarelor care utilizează principiul învelitoare din geometrie. După ce profilele dentate involutice și viteza unghiulară w1 a înghițoarei conducătoare sunt date, viteza unghiulară w2 a înghițoarei conducute poate fi obținută prin încuplajul celor două profile dentate, iar raportul de transmisie i12 = w1/w2 este o valoare constantă. Acest lucru se datorează faptului că, în timpul încuplajului celor două profile dentate, cele două cercuri primitive efectuează rulant pur. Pe măsură ce cercul primitiv 1 rulează pur pe cercul primitiv 2, profilul dental al înghițoarei 1 va ocupa o serie de poziții relative față de înghițoarea 2, iar învelitoarea acestor poziții relative reprezintă profilul dental al înghițoarei 2. Altfel spus, în timpul rulantului pur al celor două cercuri primitive, cele două profile dentate involutice pot fi considerate învelitoare una a celeilaltă.
Fenomenul de decuplare
Cauza subtăierii: Când intersecția dintre linia capului de dinte al instrumentului și linia de îmbinare depășește punctul limită de îmbinare N1, iar instrumentul continuă să se miște din poziția Ⅱ, acesta va tăia o parte a profilului de dinte cu involuție care a fost deja machiat la rădăcină.
Consecințele subtăierii: Un rostogol cu subtăiere severă slăbește, pe de o parte, rezistența la flectare a dintelui; pe de altă parte, reduce gradul de transmisie al rostogolului, ceea ce este foarte defavorabil pentru transmisie. Cauza subtăierii: Când intersecția dintre linia capului de dinte a instrumentului și linia de îmbinare depășește punctul limită de îmbinare N1, iar instrumentul continuă să se miște din poziția Ⅱ, acesta va tăia o parte a profilului de dinte cu involuție care a fost deja machiat la rădăcină.
Pentru rostogolele nestandard, a avea mai puțin de 17 de dinți este acceptabil.
Având în vedere toate acestea, ce părere aveți? Sunteți liberi să lăsați un comentariu și să împărtășiți~




