 EN
EN
 AR
AR
 FI
FI
 NL
NL
 DA
DA
 CS
CS
 PT
PT
 PL
PL
 NO
NO
 KO
KO
 JA
JA
 IT
IT
 HI
HI
 EL
EL
 FR
FR
 DE
DE
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 SK
SK
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 FA
FA
 MS
MS
 HA
HA
 KM
KM
 LO
LO
 NE
NE
 PA
PA
 YO
YO
 MY
MY
 KK
KK
 SI
SI
 KY
KY

Czy liczba zębów bębna może być mniejsza niż 17?
Zębatki są powszechnie używanym rodzajem elementu w codziennym życiu, czy to w lotnictwie, statkach towarowych, samochodach i tak dalej. Jednak podczas projektowania i przetwarzania zębówek występują wymagania co do liczby zębów. Niektórzy twierdzą, że zębatki o mniej niż 17 zębach nie mogą się obracać, podczas gdy inni wskazują, że istnieje wiele zębówek o mniej niż 17 zębach, które działają poprawnie. W rzeczywistości oba te stwierdzenia są prawdziwe. Czy wiesz dlaczego?
 Dlaczego liczba zębów wynosi 17?
Dlaczego liczba zębów wynosi 17? 
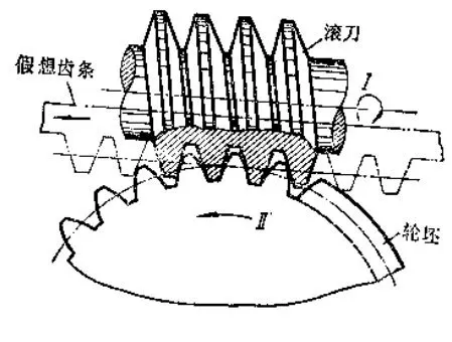
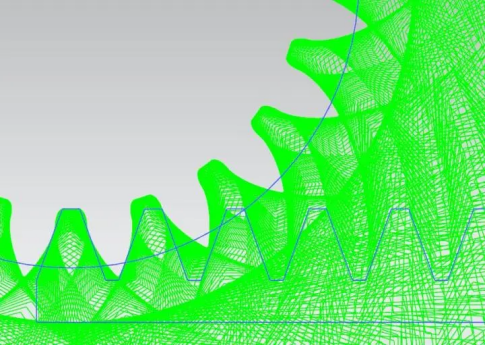
Dlaczego akurat 17, a nie jakiś inny numer? Co do liczby 17, ma to związek z metodą produkcji biegunki. Jak pokazano na poniższym rysunku, szeroko stosowaną metodą jest użycie frezarki do cięcia.
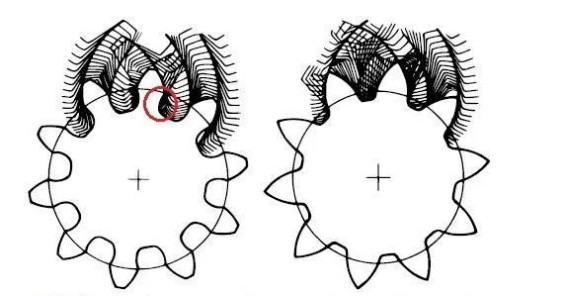
Gdy liczba zębów jest mała, występuje zjawisko zwane podcinaniem, które wpływa na wytrzymałość produkowanej biegunki. Co to jest podcinanie? Oznacza to, że obcinany jest korzeń. Zwróć uwagę na czerwony prostokąt na rysunku:
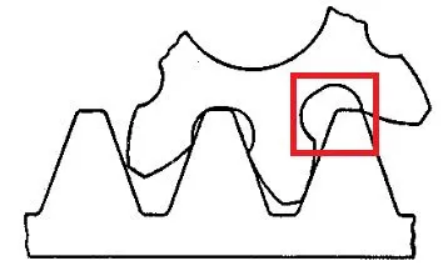
Gdy przecięcie wierzchołka zęba biegunki i linii krokowej przekracza graniczny punkt zgrzebania biegunki, która jest cięta, część profilu zęba w kształcie ewolwenty na korzeniu biegunki jest usuwana. To zjawisko nazywa się podcinaniem.
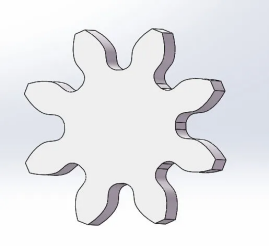
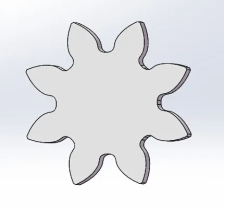
W jakich więc okolicznościach można uniknąć podcinania? Odpowiedź kryje się w liczbie 17, która odpowiada współczynnikowi wysokości wierzchołka zęba równemu 1 oraz kątowi ciśnienia równemu 20 stopni. Po pierwsze, zębatki mogą się obracać, ponieważ górne i dolne zębatki muszą tworzyć dobrą relację przekazywania. Dopiero wtedy, gdy połączenie między nimi jest poprawne, ich działanie może być stabilne. Biorąc za przykład zębakoidowe zębatki, dobre zazębienie między dwiema zębatkami może spełniać swoją rolę, co dzieli się na dwa typy: zębatki walcowe o zębach prostych i zębatki walcowe o zębach skośnych. Standardowa zębata prosta ma współczynnik wysokości szczytu 1, współczynnik wysokości dna 1,25 oraz kąt ciśnienia 20 stopni. Podczas obróbki zębatki, jeśli pusty zębatkowy i narzędzie są jak dwa zęby. Jeśli liczba zębów pustego jest mniejsza niż określona wartość, korzeń zęba zostanie wydrążony, co nazywamy ścięciem. Jeśli ścięcie jest zbyt małe, wpłynie to na wytrzymałość i stabilność zębatki. Liczba 17 wspomniana tutaj dotyczy zębówek. Jeśli nie będziemy mówić o wydajności pracy zębatki, nie ma znaczenia ile ma zębów, będzie działać i może się poruszać. Ponadto, 17 jest liczbą pierwszą, co oznacza, że zbieżność między zębem zębatki a zębem innej zębatki jest minimalna w określonej liczbie obrotów, a siła nie będzie działała na tym samym punkcie przez długi czas. Zębatki to precyzyjne przyrządy, chociaż mogą wystąpić błędy na każdym zębie, szansa na zużycie osi spowodowane przez liczbę 17 jest naprawdę zbyt duża, więc jeśli jest 17, może się poruszać przez krótki czas, ale nie może działać długoterminowo. Jednakże, problem występuje! Nadal jest wiele piątek na rynku z mniej niż 17 zębami, które nadal dobrze funkcjonują, jak świadczą o tym zdjęcia.
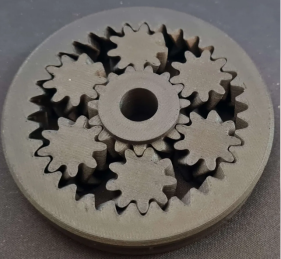
Jednak niektórzy internauci wskazali, że faktycznie poprzez zmianę metody produkcji można wyprodukować standardowe piątki inwolutowe z mniej niż 17 zębami. Oczywiście, takie piątki mogą również łatwo się zaklinować (z powodu interferencji piątek, nie znaleziono zdjęcia, proszę wyobrazić sobie), i w ten sposób naprawdę nie mogą się poruszać. Istnieje także wiele odpowiednich rozwiązań; przesunięte piątki są najbardziej powszechnie stosowane (wulgarnie mówiąc, polega to na przesunięciu narzędzia podczas cięcia), a także piątki skośne, piątki cykloidalne itp. Istnieje również uniwersalna piątka cykloidalna.
Inny punkt widzenia internauty: Wydaje się, że wszyscy wciąż zbyt bardzo wierzą w książki, a nie wiem, ilu ludziom udało się dokładnie zbadać zęby w praktyce. Wyprowadzenie reguły, że liczba zębów koła greater niż 17 w kursie zasad mechaniki zapobiega spodowi, opiera się na założeniu, że promień R na krawędzi bocznej narzędzia do cięcia zębów wynosi 0. Ale jak można oczekiwać, aby narzędzia produkowane przemysłowo nie miały kąta R? (Bez kąta R, narzędzie byłoby ostrzejsze, co skupiałoby naprężenia, powodując łatwiejsze pęknięcia podczas obróbki cieplnej oraz szybsze zużycie lub pęknięcia podczas użytkowania). A nawet jeśli narzędzie nie ma kąta R, maksymalna liczba zębów, dla których występuje spód, nie musi koniecznie wynosić 17, więc stwierdzenie, że 17 zębów to warunek spodu, jest faktycznie otwarte do dyskusji! Spójrzmy teraz na kilka zdjęć.
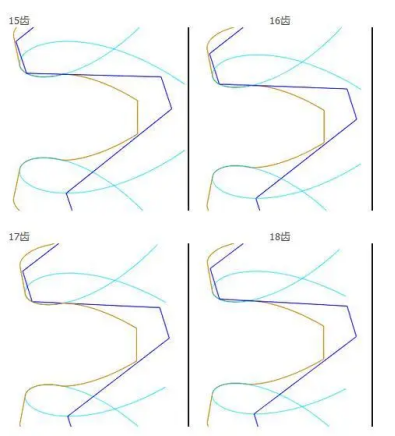
Z rysunku widać, że przy użyciu narzędzia z promieniem R górnego rogu przedniej powierzchni skosnej równym 0 do obrabiania zębów kołowych, nie ma wyraźnych zmian w krzywej przejściowej korzenia od 15 do 18 zębów. Dlaczego więc 17 zębów to liczba, od której zęby o linii ewolventowej zaczynają produkować efekt obcinania?
Uważam, że ten rysunek, który ilustruje ten koncept, powinien być znany studentom inżynierii mechanicznej, którzy korzystali z generatora zębów. Widoczne jest, że rozmiar kąta R narzędzia wpływa na efekt obcinania zębów kołowych.
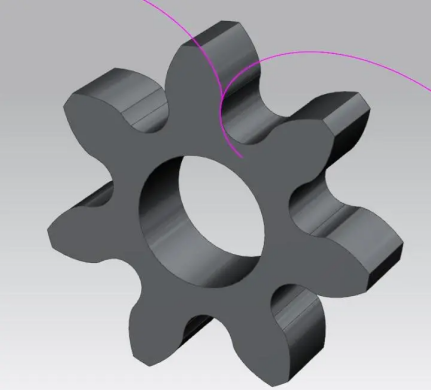
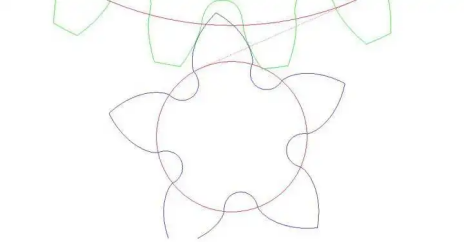
Fioletowa wydłużona zewnętrzna krzywa epitrochoidy części korzenia zęba na rysunku to linia profilu zęba po podcięciu korzenia. W jakim stopniu podcięcie korzenia zęba wpłynie na jego użytkowość? To zależy od ruchu względnego między wierzchołkiem zęba drugiego koła zębatego a rezerwą wytrzymałościową korzenia zęba tego koła. Jeśli wierzchołek zęba koła sprężystego nie wchodzi w zaęźlenie z podciętą częścią, te dwa koła mogą obracać się normalnie (Uwaga: Podcięta część jest profilem zębów nieinwolutowym. Zaęźlenie profilu nieinwolutowego z profilem inwolutowym w warunkach innego niż specjalny projekt jest zwykle niekonjugowane, co oznacza, że dojdzie do interferencji).
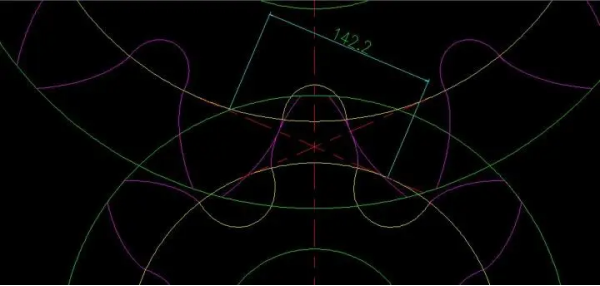
Z tej liczby można zobaczyć, że linia zębatania tych dwóch bieżników dotyka dokładnie okręgu maksymalnego średnicy odpowiadającego krzywej przejściowej tych dwóch bieżników (Uwaga: Fioletowa część to profil zębów ewolwentowych, żółta część to część podcięcia, a linia zębatania nie może wejść poniżej okręgu podstawowego, ponieważ poniżej tego okręgu nie ma linii ewolwentowej. Punkt zębatania dwóch bieżników w dowolnej pozycji znajduje się na tej linii), co oznacza, że te dwa bieżniki mogą zębatować normalnie. Oczywiście, to nie jest dozwolone w inżynierii, długość linii zębatania wynosi 142,2, a ta wartość / podstawowy krok = współczynnik nakładania.
Niektórzy ludzie mówią również: Po pierwsze, założenie tego pytania jest błędne. Liczba zębów mniejsza niż 17 nie wpłynie na użytkowanie (opis tego punktu w pierwszej odpowiedzi jest błędny, trzy warunki poprawnego zazębia się bębnów są niezależne od liczby zębów), ale 17 zębów może spowodować pewne nie dogodności podczas obróbki w niektórych określonych okolicznościach. Tutaj bardziej chodzi o uzupełnienie wiedzy na temat bębnów.
Po pierwsze, porozmawiajmy o krzywej ewolwencie. Krzywa ewolwentowa jest najbardziej powszechnie stosowanym kształtem ząbka bębna. Więc dlaczego jest to krzywa ewolwentowa? Jaka jest różnica między tą linią a prostą, łukiem? Jak pokazano na poniższym rysunku, to jest połowa krzywej ewolwentowej.
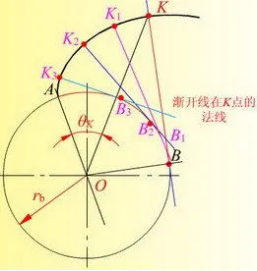
Krzywa ewolwentowa może zostać opisana jednym zdaniem jako tor nieruchomego punktu na linii, gdy ta linia toczy się wzdłuż koła. Jej przewaga jest oczywista. Gdy dwie krzywe ewolwentowe zazębiają się ze sobą, jak pokazano na poniższym rysunku.
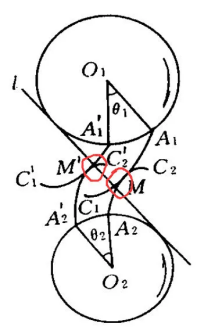
Kiedy oba koła obracają się, w punkcie kontaktu (takim jak M, M'), kierunek siły jest zawsze na tej samej prostej, a ta linia jest prostopadła do powierzchni kontaktowej (przekroju) dwóch krzywych ewolwentowych. Ponieważ jest ona prostopadła, między nimi nie będzie "poślizgu" ani "tarcia", co obiektywnie zmniejsza tarcie podczas zaęźleń wałka, co nie tylko poprawia efektywność, ale również przedłuża żywotność wałka.
Oczywiście, jako najbardziej powszechnie używany typ profilu zębów - krzywa ewolwentowa, nie jest naszym jedynym wyborem.
Pogadajmy ponownie o "podcinaniu". Jako inżynierowie musimy nie tylko rozważyć, czy jest to możliwe na poziomie teoretycznym i czy efekt jest dobry, ale co ważniejsze, musimy znaleźć sposoby realizacji rzeczy teoretycznych, co dotyczy wyboru materiału, produkcji, precyzji, testowania oraz innych etapów.
Powszechne metody obróbki biegunków dzielą się ogólnie na metodę formującą i metodę generującą. Metoda formująca polega na wycinaniu kształtu zęba za pomocą narzędzia odpowiadającego kształtem przerwie między zębami. Obejmuje to ogólne narzędzia, takie jak frezarki, tarcze szlifujące motylkowe itp.; metoda generująca jest bardziej skomplikowana i można ją zrozumieć jako zazębienie dwóch biegunków, gdzie jeden biegunek jest bardzo twardy (narzędzie), a drugi znajduje się jeszcze w stanie półproduktu. Proces zazębienia polega na stopniowym zbliżaniu się od stanu oddalonych do normalnego zazębienia, podczas którego dokonuje się wycinania nowego biegunka. Jeśli interesuje Cię ten temat, możesz znaleźć „Podstawy Mechaniki” dla szczegółowego studium.
Metoda generowania jest powszechnie stosowana, ale gdy koło ma mniej zębów, linia wierzchołkowa narzędzia i linia zębatania przekroczy punkt graniczny zębatania koła, które jest obcinane, a w tym przypadku, podstawa koła podlega nadmiernemu obcięciu. Ponieważ część obcinana przekracza punkt graniczny zębatania, nie wpływa to na normalne zębatanie koła, ale jej wada polega na osłabieniu wytrzymałości koła. Takie koła, używane w warunkach ciężkich obciążeń, takich jak w skrzyni biegów, są podatne na łamanie zębów, jak pokazano na rysunku poniżej - to model koła o module 2 i 8 zębach przetworzonego normalnie (z obcięciem).
A 17 to jest graniczna liczba zębów obliczana według standardu bieżącego w naszym kraju. Zębatki o mniej niż 17 zębach będą miały "zjawisko obcinania" podczas normalnej obróbki metodą generującą, a w tym przypadku należy dostosować sposób obróbki, na przykład poprzez przesunięcie, jak pokazano na poniższym rysunku - zębatka o module 2 i 8 zębach przetworzona przez przesunięcie (małe obcinanie).
Oczywiście, treść opisana tutaj nie jest pełna, a mechanika zawiera wiele innych ciekawych aspektów. W produkcji tych elementów w inżynierii występuje również więcej problemów. Ci, którzy są zainteresowani tematem, mogą poświęcić mu więcej uwagi.
Wnioski: Liczba zębów 17 pochodzi z metody przetwarzania i zależy również od tej metody. Jeśli zmienisz lub poprawisz sposób przetwarzania bieguna, na przykład metodę formowania, przesuwania przetwarzania (tutaj konkretnie odnosi się do biegunków prostozębnych walcowych), nie będzie występował fenomen obcinania, a liczba zębów 17 nie będzie miała żadnego znaczenia.
Ponadto, na podstawie tego pytania i jego odpowiedzi można zauważyć, że jedną z charakterystycznych cech dyscypliny mechanicznej jest wysoki poziom łączenia teorii z praktyką.
Punkt widzenia internautów: Po pierwsze, stwierdzenie, że bieguny o mniej niż 17 zębach nie mogą obracać się, jest błędne. Krótko przedstawimy, jak powstała liczba 17.
Bieguny to elementy mechaniczne z zębami na krawędzi, które ciągle się ze sobą zaczepiają, aby przekazywać ruch i moc. Profil zębów bieguna obejmuje między innymi krzywą ewolwentową, łuk kołowy itp., a bieguny ewolwentowe są szerzej stosowane.
Zębatki ewolwentowe dzielą się na zębatki walcowe o prostej krawędzi/zębatki walcowe skośne itp. W przypadku standardowych zębówek walcowych o prostej krawędzi, współczynnik wysokości szczytu zęba wynosi 1, współczynnik wysokości podstawy zęba wynosi 1,25, a kąt ciśnienia to 20°. Przetwarzanie zębówek wykonuje się ogólnie metodą generującą, czyli ruch narzędziem i półgliną podczas obróbki przypomina parę zębatek w zaębiażeniu. W przypadku przetwarzania standardowej zębatki, jeśli liczba zębów jest mniejsza niż pewna określona wartość, krzywa ewolwentowa przy podstawie półgliny zostanie obcięta, co nazywa się ścięciem (undercutting), jak pokazano na rysunku po lewej stronie poniżej. ścięcie poważnie wpływa na wytrzymałość zębatki i płynność przekazu. Ta minimalna wartość, dla której nie występuje ścięcie, wynosi 2*1/sin(20)^2 (gdzie 1 to współczynnik wysokości szczytu zęba, a 20 to kąt ciśnienia).
Liczba zębów 17 w tym przypadku dotyczy standardowych wałkowych bębenków o zębach prostych. Mamy wiele sposobów uniknięcia efektu obcinania, takich jak przesunięcie bębenka, czyli przeniesienie narzędzia dalej od lub bliżej środka obrotu półpustki zębastej. Tutaj, aby uniknąć obcinania, należy wybrać oddalenie od centrum obrotu konturu, jak pokazano na rysunku po prawej stronie poniżej, i ponownie pojawia się pełny profil krzywej ewolwenty.
Po przesunięciu bębenka, ten może obracać się bez wpływu obcinania. Jak pokazano powyżej, odpowiednie przesunięcie umożliwia obrót bębenka o 5 zębach. W rzeczywistości bębenki skośne mogą również unikać obcinania lub zmniejszać minimalną liczbę zębów, przy której występuje obcinanie.
T liczba 17 jest wyliczana. Nie oznacza to, że koła zębate o mniej niż 17 zębach nie mogą się obracać, ale jeśli ich liczba jest mniejsza niż 17, łatwo usunąć część krzywej ewolwenty na spodzie koła zębatego podczas jego obróbki, czyli wystąpi fenomen tzw. obcięcia (undercutting), co osłabia siłę koła zębatego. Co do sposobu obliczeń, jest to całkowicie problem matematyczny, odwołujesz się do powyższego wzoru, przy kącie zaębiań a=20 stopni, minimalna liczba zębów, która nie powoduje obcięcia wynosi 17.
Punkt widzenia internautów: Czy liczba zębów koła zębatego może być mniejsza niż 17, to pytanie godne rozważenia. W przypadku standardowych koł zębanych liczba zębów naprawdę nie może być mniejsza niż 17. Dlaczego? Ponieważ gdy liczba zębów jest mniejsza niż 17, koło zębate będzie miało zjawisko obcięcia.
Tak zwane ścięcie odnosi się do sytuacji, w której linia wierzchołkowa zęba narzędzia w pewnych warunkach podczas skrawania bębna metoda generującą przecina zbyt głęboko w korzeń bębna, a część profilu krzywej ewolventowej w korzeniu bębna jest obcięta.
 Metoda generująca
Metoda generująca 
Metoda generowania (znana również jako metoda rozwojowa) to technika przetwarzania biegunków wykorzystująca zasadę otoczki z geometrii. Po podaniu profilu zębów ewolwenty i kątowej prędkości obrotowej pierwszego koła w1, prędkość kątowa drugiego koła w2 może zostać uzyskana przez zębatkę dwóch profili, a stosunek przekładniowy i12 = w1/w2 jest wartością stałą. Jest tak, ponieważ podczas zębatki dwóch profili, dwa okręgi podstawowe wykonują czysty toczenie. Gdy okrąg podstawowy 1 toczy się czysto na okręgu podstawowym 2, profil zębów koła 1 zajmuje szereg względnych pozycji względem koła 2, a otoczka tych pozycji względnych stanowi profil zębów koła 2. Innymi słowy, podczas czystego toczenia się dwóch okręgów podstawowych, dwa profile zębów ewolwentowych mogą być uważane za otoczki wzajemne.
Zjawisko podcinania
Przyczyna ścięcia: Gdy punkt przecięcia linii wierzchołkowej zęba narzędzia i linii zaęźlinowania przekracza punkt graniczny zaęźlinowania N1, a narzędzie kontynuuje ruch z pozycji Ⅱ, spowoduje to usunięcie części profilu zębów cykloidalnych, które zostały już obrabiane u podstawy.
Skutki ścięcia: Koło zębate z silnym ścięciem osłabia po stronie wytrzymałości na zginanie zęby, a po drugie obniża stopień przekazywania koła zębatego, co jest bardzo niekorzystne dla przekazywania. Przyczyna ścięcia: Gdy punkt przecięcia linii wierzchołkowej zęba narzędzia i linii zaęźlinowania przekracza punkt graniczny zaęźlinowania N1, a narzędzie kontynuuje ruch z pozycji Ⅱ, spowoduje to usunięcie części profilu zębów cykloidalnych, które zostały już obrabiane u podstawy.
Dla kołATEK niestandardowych, posiadanie mniej niż 17 zębów jest dozwolone.
Powiedziawszy wszystko to, jakiego jest Twoje zdanie? Zachęcam do zostawienia komentarza i udostępnienia~




