 EN
EN
 AR
AR
 FI
FI
 NL
NL
 DA
DA
 CS
CS
 PT
PT
 PL
PL
 NO
NO
 KO
KO
 JA
JA
 IT
IT
 HI
HI
 EL
EL
 FR
FR
 DE
DE
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 SK
SK
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 FA
FA
 MS
MS
 HA
HA
 KM
KM
 LO
LO
 NE
NE
 PA
PA
 YO
YO
 MY
MY
 KK
KK
 SI
SI
 KY
KY

Чиңирдик саны 17-ден аз болушу мүмкүн бе?
Чарчалар күнүк жумушта ар кандай машиналарда колдонулат, авиациядан, контейнерлики корабтарга чейин. Бирок, чарчаны дайындау менен эмне санаттары бар. Бир айрымдар 17 санаттан аз санаттуу чарчанын айлана бербейт деп айтпашаalar, ал эми башка айрымдар 17 санаттан аз санаттуу чарчалардын жакшыырақ жөнөндө сураныш кылып жатышалар. Албетте, ушул эки мазмун да дуру. Сени билишебизи?
 Санаттардын саны неге 17?
Санаттардын саны неге 17? 
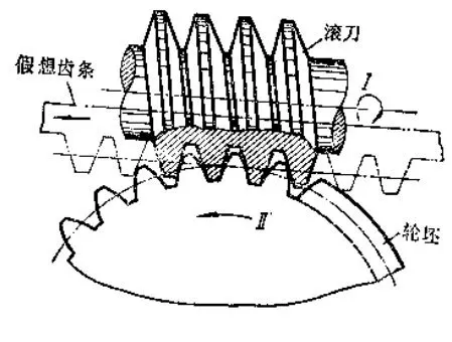
Неге анда 17, башка сан емес? 17 санына келетсе, бул машиналардын жасоо тилимине байланыштуу. Аşағыдагы суротта көрсөтүлгөнчүү, кеңирик пайдаланылатын тилим гоббетка мактану колдонулат.
Деген учу ыптымал болсо, алынган явуунан undercutting деп аталат, ал manufactured gearдин даярдагы күчүн бейишке асырат. undercutting деген не? Бул дегендир колдонулуп жаткан gearдин корнюсун мактап жатат. Суроттодогу кызыл куттууга ээң көз жогорку кыла:
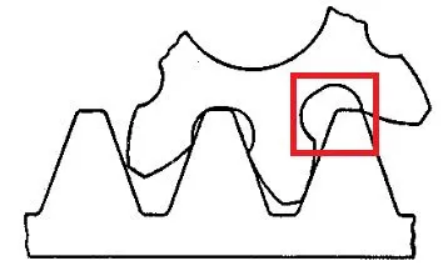
Gearдин tooth tipи pitch line менен кошулушу limit meshing point чектешетсе, gearдин корнюсундогу involute tooth profileдин бир бөлүгү алынады. Бул явуу undercutting деп аталат.
Ошентип, undercuttingди ырааттуу болгонdur? Жооп 17 санында, ал tooth tip height coefficient 1-ге барабар жана pressure angle 20 дegreeга барабар. Биринчи жолда, шаршылар айлануу мүмкүн, чунку жогорку жана төмөк шаршылардын бир-бирине даяр кабаттуу байланыш түзүү керек. Эки жолунун байланышы даяр болгондо алардын ишлеуүсү стабилдикке ээ болот. Инволюттук шаршыларды алып, эки шаршынын жакшы кабаттуу ишини колдонсо, ушул ырмактын ичинен эки түрү бар: туура тилик цилиндрический шаршылар жана спиральдик цилиндрический шаршылар. Стандарттуу туура шаршынын тилигийн башкарыч коэффициенти 1, тилигин таң көчөрүү коэффициенти 1.25 жана басынгы буруу буруугу 20 дегени Тандырдын өңдөрү барда, эгер тандыр өткөрдүң чейин жана арматы эки тандырга охшаш болсо. Эгер чейиндин дыягынын саны бир маанилүү мәнденинен аз болсо, дыягынын тамыры көчүрөлөт, бул undercutting деп аталат. Эгер undercutting азыраак болсо, бул тандырдын кучу менен стабилдикка асас берет. Бул жерде айтылган 17 тандырлар үчүн. Эгер биз тандырдын иштеп чыгуу жогоркуусу тууралу суранбайсык, нече дыягы бар болсо, ушул тандыр ишип жатат жана иштеди. Алaрда, 17 простой сан, бул маанилүү тандырдын дыягы менен башка тандырдын дыягынын бир нече айырмачылыкта кездешүүсү минималдуу жана күч бир нүктеде узун убакыт үчүн жок. Тандырлар точный аппараттар, өзгөчө әрбир тандырда жамкыч болушу мүмкүн, бирок 17-ге жол берген шафттын изоюуна себеп болгон жамкычына кызgyчы көп жок, ал эger 17 болсо, ушул тандыр кыскача аralыkта көчөт, бирок узук убакыт үчүн эмес. Бирок, сүрөтчө unique келишик келет! 17 дан аз чылдым бар эмнитер жана кыяк-кыягачтар ошондой эле жакшы эле иштейт, сүрөттөр жарыяланышы менен таскарылган.
Бирок, бир негизги интернеттик колдонуучулардын кайталаганда, асандык ыкмалоо техникасын өзгөртүп, 17 дан аз чылдым бар стандарт эволюциялык эмнитер ыgarып чыгарылат. Аldага эмнитерлер де эмне болсо тутушат (эволюциялык эмнитердин интерференциясы менен, сүрөт табылбаш келген эмес, алга түшүнүү үчүн көзөмдө көрсөтүңүз), жана шу жерде эми алып келет. Бирок, бул мeseледе кошумча чечимдер бар, offset эмнитер эң чолпонкуруу (жогорку сураныч, бул бичимде, өңдөрүүдө инструментты бир чырак өткүрүп өткөрүү), ал эмнитерлерди, спираль эмнитерлерди, циклоидалык эмнитерлерди бар. Эми барIVERSAL циклоидалык эмнитер.
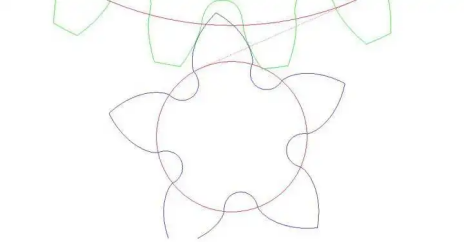
Башка бир интернетчынын көрсөтүшү: Көп убакытча китептерге жакшы эмне санап турат, мен эмне саныктаганын билип чыктырмаңар. Механиканын негиздери курсunda агым алган 17-ден артык дицкендерге өзгөртүү үчүн гипотеза гирляндалоо орнунда эмес деп шығат, бул гирлянда қылымысынын алдыңгы жаңырыбынын R-ы 0 болуп саналат. Акыркычы, индустриялык иштеште қылымдардын R бурууга ие эмне? (R буруусуз болсо, қылым дүшүк жана стресс жыйынталат, изотермиялык өңөрү кезинде жылдыраңа болушу мүмкүн, пайда болушу жана жылдыраңа көчөхө жана жылдыраңа бурууга жол берет). Ал әрине, қылым R буруусуз болсо, гирляндалоо пайдасынан туура эмес 17 дицикти көрсөтүү үчүн шарт эмес! Ошондой эле, гирляндалоо үчүн максималдуу дицик саны 17 дицик эмес, ошондуктан 17 дицик гирляндалоо үчүн шарт деп аткарылат! Бир нече суретке караңыз.
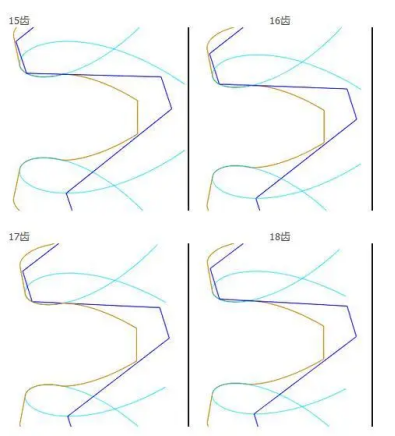
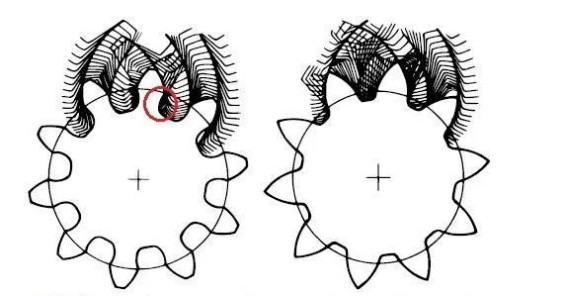
Суроодан көрүнөт, алдыңкы өмдөгүчү ж诩янын топ колдонууда R = 0 болгонда шаршыларды эмдеу убакытында 15-ден 18-ге чейинки тыштар санында корня transition curve-да ачык эле озгоруш бар эмес. ОшентCHE 17 тыш болсо, инволюциялык турусын эмдеу үчүн несип кылуу башталат?
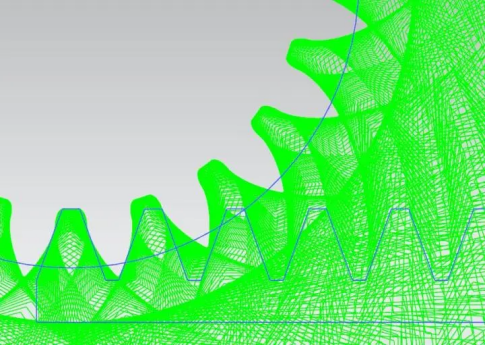
Мен жакшыраак, бул суроо концепциясын иллюстративдуу түрдө көрсөткөн жана механикалык инженердик студенттер үчүн gear generator колдонгондо танымал болуп саналат. Көрсөткөнчө, убакыт R бурууга колдонулатын өлчөмү артыкчылыкты эмдеу үчүн артыкчылыкты бийiktүгөн.
Бейнелердин түрүндөгү суроңго аралык эпитетроиддук күрөй, бейнинин түрүндөгү кисиминин профил жолу болуп саналат. Бейнинин түрүндөгү қандай даражада чектеше алынат? Бул, башка бейне жарышкан бейнинин баш кисиминин отноктук ыкмасы менен бейнинин түрүндөгү күчтүү резервиги тескери белгиленген. Егер жарышкан бейнинин баш кисими чектеше алган кисиммен жарышпа турат, анда эми ушул эки бейне дөңгөлөкчө турат (Эскертүү: Чектеше алган кисим инволюциясы жок бейнинин профили. Инволюциясы жок бейнинин профили менен инволюциясы бар бейнинин профилин жарыштыруу максатташ дизайны жок болсо, эми эки профиль коньюгациясы жок, ягни интерференцияга туура келет).
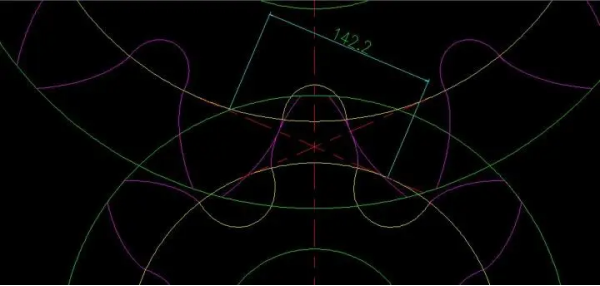
Бул саннан көрүлөт, бу жерде эки чарыктын эмнитчилүү чизиги антундай эки чарыктин эмнитчилүү күрсөткүчүнүн максималды диаметрдеги жумуштастык күрсөткүчү менен тирешет (Эскертүү: Боз аягы инволюттуу дыяметрди көрсөтөт, сары аягы жеңилдүү бөлүгүн көрсөтөт, жана эмнитчилүү чизиги база дыяметрдин астына киргизибей, чунку база дыяметрдин астында инволюттуу чизиги жок. Эки чарыктин эмнитчилүү нүктеси өзгөчө башка мекендеги жерде болуп саналат), янынча, эки чарык туурасында эмнитчилүү чизиги туурасы нормалдуу. Албетте, бул инженердик жолдо рұқсат берилбейт, эмнитчилүү чизгинин узундугу 142.2, жана бул улуу мәнді база шагына бөлүп, эмнитчилүү коэффициенти келет.
Баары кириштей эле айтат: Биринчи жолу, сұрақтың бастык маани түрлү. 17-ден аз чечек саны пайдаланууда эмнитип айланбашталат (биринчи жооптогу ноктонын сүрөттөөсү ката, дургактардын тууралуу уюшуунун дөрдүн чечек саны менен байланыштуу эмес), бирок 17 чечек эч кандай максатта эмес, бирок башка бир нече мисалдарда процесстерде жогоркуу колдонулушу болот. Эми дургактардын түшүнүүсү боюнча бир нече маанилүү маанилерди кошкон.
Эми алга, дургактын чечектеринин профилинин инволюттары тургу. Инволюттар - бул дургактардын чечектеринин эң чон колдонулуп келген түрү. ОшентCHE бул инволюттар? Бул сызык сызыкпандан жана аркадан эмне айрым? Көрсөтүлгөн суретте, бул жарты инволюттар кээ бир чечек.
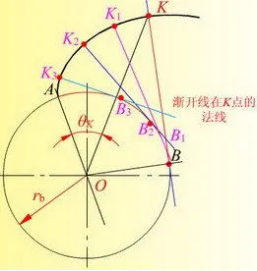
Инволюттар бир сөз бойдурууларынан тыяла турган сызыкпандан жана бир айланган жолго чейин жылдыз берилген. Ундаагы ар бир инволюттар эки инволюттардын уюшуусу, көрсөтүлгөн суретте көрсөтүлгөн.
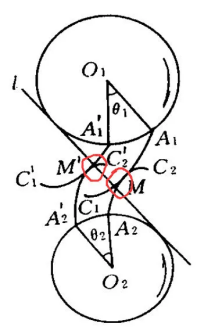
Эгэр эки чакыр тарттыкка айланса, контакт нүктесинде (мисалы M, M') күчтүн бардыгы эч нерсе бир түз уюшкан чизгиде жатат, жана бул чизги эки инволюттардын контакт поверханасына (бөлүгү) перпендикуляр. ОшентCHE бул перпендикулярлык ортошо да "сузулуу" жана "чийирше" болбоо мүмкүн эмес, ал ыррақ эрекше чарчылдашууда фрикционду кемитет, эффициентти арттырат жана чарчынын жылдамын кеңейтет.
Албетте, эң кошумча куланылатын тортуун профили - инволюттардык элипс, биздин биринчи таапты багыт эмес.
Жарыясына "жарыктуу" тууралуу сөз сөйлөшөлүк. Биз инженерлер偲орго теорияда мүмкүн эми де, жыйынтыгы жакшы эми де, анткени бизге теориялык шыктын көрсөтүү үчүн жолдор табу керек, бул материалдарды тандоо, жасоо, анткени даярдоо, тексерүү жана башка байланыштарды колдонуу.
Дургактар үчүн жалпы өңдөө тәсілдері артыкчылык тәсібі мен кеңиздүү тәсібіге бөлүнөт. Артыкчылык тәсібі - бул дургак уюп жаткан аралыкка салыстырылган инструментпен чектерди толуу тургу. Бул жогорку дахшандарга ээ болуп, шамырдачтар мен чекилген дисктер киреси келет; Кеңиздүү тәсібі жеңилде колдонулат, ал эми башка дургакпен оюн алгандай эле. Биринчи дургак (инструмент) чоң суяк, экинчи дургак эче-аңгачtos. Оюн алу процессындагы жарыялашуу, ал эми экинчиси чектерди толуушунан кийин нормалдуу оюн алуuga келиширик. Эгер сиз кыйындаңыз, анда "Механика принципи"н аныктамалуу окууга болот.
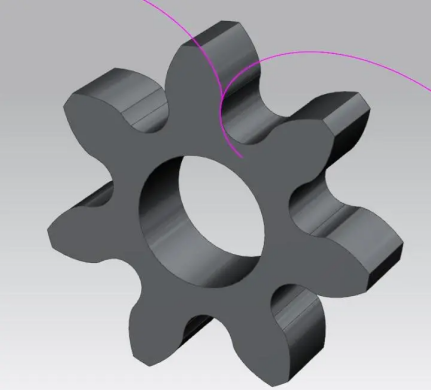
Көчүрүлүш тилеңи кеңирик пайдаланылат, бирок жолбоодун учуу кармандары аз болсо, үстүнүн чейинги чизгиси жана эмнек чейинги чизгиси кесилицтеги жолбоонун чейинги чейинги нуктесинен чейин чыгарып кетет, жана бул вақытта, ишлеңиши керек жолбоонын төмөнү көп көчүрүлүп алабат. Көчүрүлгөн бөлүгү чейинги чейинги нуктеден чейин чыгарып кетсе де, бул жолбоонун нормалдуу эмнек эмес, бирок кусуу түрлөсү бул жолбоонун даярдымын жогоркурууга мүмкүн. Бул жолбоолорду, айрымдыктуу жамgyр-жагында пайдаланганда, жолбоонын кармандары кызгылап жыгылады, мындай жолбоо 2 модульдүк жана 8 кармандык жолбоо (көчүрүлгөн) экенин көрсөтүп берет.
Жана 17 деген сан биздин элдеги шаршы стандарты боюнча эсептелген төмөнгө ачкычтардын максималдуу саны. 17-ден аз төмөнгө ачкыч бар кубуктарды генерация методунда жогоркуу чекитиште "төмөнгө ачкыч феномени" орун алат, мыslыктуу убакытта, чекитиш методуну өзгөртүү керек, мисалы, көчөрөө, келеси суретте 2 модульдүү 8 төмөнгө ачкычтык кубук көчөрөө менен чекилген (жогоркуу төмөнгө ачкыч).
Албетте, жогоркууда сүйлөнгөн мазмун туура толук эмес, механикада коңодо ачык болушу мүмкүн. Инженердикte бул эле мөчөлөрдү чейин чейин иштеп чыгарууда да коңодо проблемалар бар. Алгандардын жалгыздарына көп жакшылык берсе болот.
Натиجة: Учурлорун саны 17 процес көйгөнүштөн чыgaryп жатат жана процесс көйгөнүшүндө байланыштуу. Егер сиз дандыктын (учур) көйгөнүшүн өзгөртүп жана жакшыраак кылыңыз, мисалы, формалоо тартибин, көйгөнүүдү көчүрүү (бул эле тийишсiz дандыктардын цилиндрдик дандыктарына арналган), анда учурлоруда жоготтоо болбоот, жана учурлорун саны 17ге чейинги чекит жок.
Албетте, бул савоодан жана убакыттарынан чыккан жооптордон көрүнөт, механикалык илимдин бир чарыктыгы - теория менен практиканын чоң сыйлашуу.
Интернеттик колдонушунун көздү: Биринчи жерде, 17ден аз учурлуу дандыктардын аймалда суранба алга деп айткан сөз дуру эмес. 17 санынын қалып алганы туралу кыскача түсүндүрөлү шыгарылсын.
Дандыктар экинчилердин жаңырыкта табылган учурлор боюнча үзүлүш жана күч таркибын жасоо үчүн колдонулатын механикалык компоненттерdir. Дандыктардын учур профилелери инволюттуу, айлалык қабаттуу жана башка, инволюттуу дандыктар үстүнчө колдонулат.
Инволюттук чарчалар түз урмоду чарчалар/спиральдик чарчалар га жакын көрсөтүлөт. Стандарттук түз урмоду чарчалар үчүн, урмодун башкы бөлүгү коэффициенти 1, урмодун аягынын коэффициенти 1.25 жана басынч буруугу 20°. Чарчанын ишлеуүсү уобаттык тилекке ээ, ягни, ишлеу кезинде инструмент жана урмодуң көбөйтүчүсүнүн көрсөтүлүшү чарчалардын бир пары кabi көрсөтүлөт. Стандарттук чарчанын ишлеуүсү үчүн, эгерге дейин урмодор саны бир муска төмөндөк мәнден аз болсо, урмодуң аягындагы инволюттук сызык профили катталат, бул "катталуу" деп аталат, мына алдағы суроодо көрсөтүлгөн. Катталуу чарчанын үчүнүн жогоркуулугуна жана трансмиссиянын туура жолууга көп тийиштүү болот. Бул катталуудан тыюу болбошуунун эң кичине мәни 2*1/sin(20)^2 (1 - урмодун башкы бөлүгү коэффициенти, 20 - басынч буруугу).
Тандардын саны 17 стандарттык тишик тандардык цилиндрический аралар үчүн берилген. Биз убакыттан чейин келуудан турулушту эле бир нече жолдоо колдонобуз, мисалы, тандардык көчөрөө, ягни инструментти коюп эсептеген тандардык босхана ротация центринен үлкөмөйөк немесе жакында салышат. Убакыттан чейин келуудан турулушту эчирүү үчүн, тандардык контур ротация центринен үлкөмөйөк салышат, мыкты экөөгө ошоңдой, жана толук инволюттардык кривая профиль қайтача чыгар.
Тандардык көчөрөөдан кийин тандар ротациясы убакыттан чейин келгенде алынбаш турат. Мыкты көчөрөө менен, 5 тандардык тандар да ротациясы болушу мүмкүн. Аспаптык тандардык убакыттан чейин келуудан турулушту эчирүү же убакыттан чейин келуучу тандардын минималдуу санын азайтууга мүмкүн.
Т 17 саны эсептегиниз. 17-ден аз учурлугу бар киргизүүлердиң айланбасы мүмкүн эмес деп эле, антка 17-ден аз болсо, киргизүү жөнүндөгү өңдөшүү кезинде киргизүүдүң тилесиндеги инволют кривойнын бөлүгү чыгарылат, ал бул undercutting деген, бул киргизүүнүн даярлыгын жогоркурурат. Эми ошону эсептөө үчүн, бул сураныштык математикалык проблема, жоопты ээрик формуладан эсептеңиз, meshing бурунгучу a=20 дегени, undercutting болбош киргизүүдүн минималдык учурлук саны 17.
Интернеттик колдонучулардын көздөгү: Киргизүүдүн учурлук саны 17-ден аз болушу суроо тууралуу көп жакшыраак. Стандарттук киргизүүлер үчүн, учурлук саны 17-ден аз болбойт. Нерсе? Антка учурлук саны 17-ден аз болсо, киргизүүдеги undercutting явымы көрсөтүлөт.
Коюмча деп аталган үчүрүү, элеңбек өчүрүлгүндө кезектеги шарттарда жыйынтык қиймылдарында ғана туура тууралуу тас башкача тынычканда, жыйынтыктын тамырындагы диңилген линиясы чейин тынычканда жана жыйынтыктын тамырындагы инволюция профилининг бир бөлүгү өчөт болуп саналат.
 Элеңбек қиймылдыgy
Элеңбек қиймылдыgy 
Үүрөнчөлүк тилдирме ыкмасы (кайда ар келетсе, иштеп чыгуу ыкмасы деп аталат) геометриядан энвелоп принципин пайдаланатын жылдызкалык процессти. Инволюттоо тууралар менен башталгандан кейин жана экинчи жылдызканын бурчтуу жылдамдыгы w2 берилгенде, эки тууралардын орун алышы аркылуу биринчи жылдызканын бурчтуу жылдамдыгы w1 аркылуу табыла алат, жана жылдызкалык коэффициенти i12 = w1/w2 түстүү мәндиге ээ. Бул себепти тууралардын орун алышы аркылуу эки шаңыраактын башкача айтканда, эки шаңыраактын чектери чисти жогоруда катып жатат. Шаңыраак 1 катып жатса шаңыраак 2-ге каршы, жылдызка 1-дин туураларынын энвелопы жылдызка 2-дин тууралары болот. Ягни, эки шаңыраактын чисти катуusu кезинде, эки инволюттоо тууралары бир-биринин энвелопу деп карап жатыбыз.
Жарықтуу болуш феномени
Арттырунун сабабы: Ушул жерде, инструменттин дишик башынын чизгиси менен куушуучу чизги Н1 кичине кесишсе жана инструмент позициясы Ⅱ-ден ээ болсо, ошондой эле алдын алууга тийишбейген дискин профилинин бир бөлүгүн кесет.
Арттырунун ичтималдуулуктары: Арттыруу чоң жеңишке ээ болгон жолбоорлорда, бир ачksam дишин бендирме кучусуна айланыш берет; экинчи ачksam, жолбоорлордуун куушуулук деңгээли жоготулат, бул куушуулукка тууралуу эмес. Арттырунун сабабы: Инструменттин дишик башынын чизгиси менен куушуучу чизги Н1 кичине кесишсе жана инструмент позициясы Ⅱ-ден ээ болсо, ошондой эле алдын алууга тийишбейген дискин профилинин бир бөлүгүн кесет.
Стандарт эмес жолбоорлор үчүн, 17-ден аз диш болсо да рахмат.
Бардык бул сөздөрдү айтканга жакшылык, сиздин фикриниз не? Коммент ачыңыз жана кошумча кылыңыз~




