 EN
EN
 AR
AR
 FI
FI
 NL
NL
 DA
DA
 CS
CS
 PT
PT
 PL
PL
 NO
NO
 KO
KO
 JA
JA
 IT
IT
 HI
HI
 EL
EL
 FR
FR
 DE
DE
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 SK
SK
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 FA
FA
 MS
MS
 HA
HA
 KM
KM
 LO
LO
 NE
NE
 PA
PA
 YO
YO
 MY
MY
 KK
KK
 SI
SI
 KY
KY

Může být počet zubů na kolem méně než 17?
Převodníky jsou široce používaným typem součásti v každodenním životě, ať už v letectví, nákladních lodích, autech a tak dále. Přesto při návrhu a zpracování převodníků existují požadavky na počet zubů. Někteří tvrdí, že převodníky s méně než 17 zuby nemohou rotovat, zatímco jiní upozorňují, že existuje mnoho převodníků s méně než 17 zuby, které fungují správně. Ve skutečnosti jsou oba tyto prohlášení správná. Víte proč?
 Proč je počet zubů 17?
Proč je počet zubů 17? 
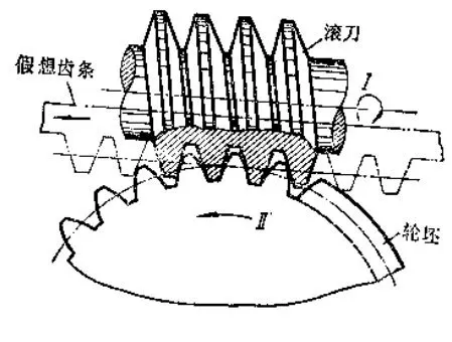
Proč právě 17 a ne nějaké jiné číslo? Co se týče čísla 17, tohle souvisí s metodou výroby ozubení. Jak je znázorněno na následujícím obrázku, široce používaná metoda spočívá v tom, že se používá fréza na řezání.
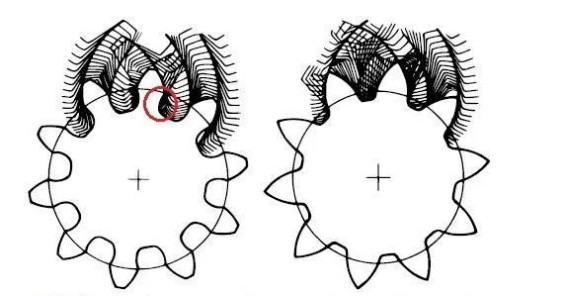
Když je počet zubů malý, nastane jev známý jako podřezání, který ovlivňuje pevnost vyrobeného ozubení. Co je podřezáním? Znamená to, že je podřezán kořen. Věnujte pozornost červenému rámečku na obrázku:
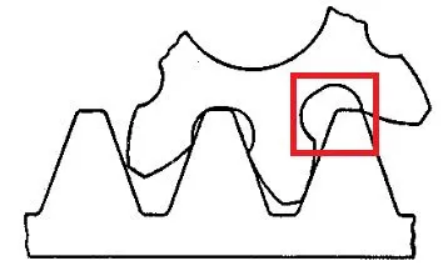
Když překročí průsečík vrcholu zubu a hřbetové čáry limitní bod splínání ozubení, které se řeže, je odebrána část involutního profilu zubu u kořene ozubení. Tento jev se nazývá podřezání.
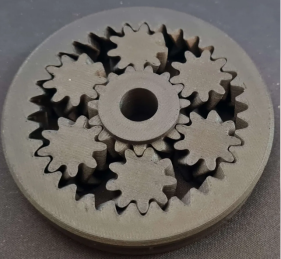
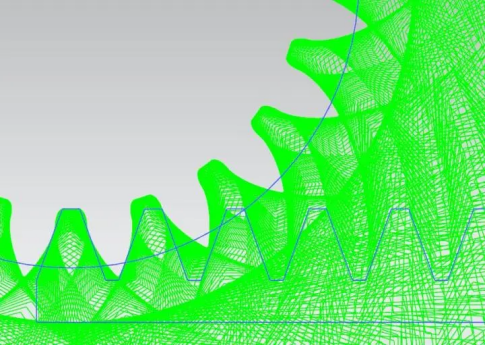
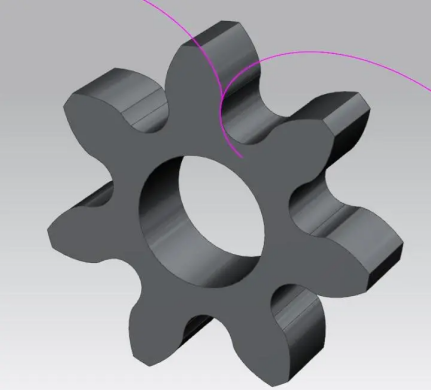
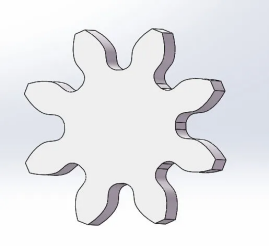
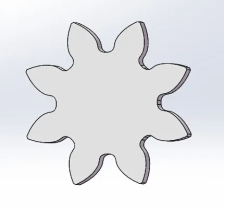
Tak za jakých okolností lze podřezání vyhnout? Odpověď spočívá v čísle 17, které odpovídá koeficientu výšky vrcholu zubu 1 a úhlu tlaku 20 stupňů. Nejprve, kolové kola mohou rotovat, protože horní a dolní kolová kola musí tvořit dobrý přenosební vztah. Teprve tehdy, když je spojení mezi nimi správné, může být jejich fungování stabilním vztahem. Pokud vezmeme jako příklad involutní kolová kola, dobré zapojení mezi dvěma kolovými koly může splnit svou funkci, což se dělí na dva typy: přímé zubní válce a šikmé zubní válce. Standardní přímé zubní kolo má koeficient výšky zubu 1, koeficient výšky paty zubu 1,25 a tlakový úhel 20 stupňů. Při zpracování ozubená kola, pokud je původní kolo a nástroj jako dva ozubená kola. Pokud počet zubů na původním kole je menší než určitá hodnota, bude kořen zubu vyryt, což se nazývá podřezání. Pokud je podřezání příliš malé, ovlivní to sílu a stabilitu ozubeného kola. Toto zmíněné 17 platí pro ozubená kola. Pokud nepočítáme s pracovní efektivitou ozubeného kola, bez ohledu na počet zubů, bude fungovat a může být použito. Navíc, 17 je prvočíslo, což znamená, že shoda mezi zubem jednoho ozubeného kola a druhého je v určitém počtu otáček minimální a síla nebude dlouhodobě na stejném místě. Ozubená kola jsou přesné přístroje, i když na každém ozubeném kole budou chyby, ale šance na opotřebení hřídele způsobené číslem 17 je opravdu příliš velká, takže pokud je to 17, může se pohybovat krátce, ale nemůže být na dlouhou dobu. Avšak vzniká problém! Na trhu je stále spousta ozubení s méně než 17 zuby, a fungují dobře, jak ukazují obrázky.
Nicméně někteří uživatelé internetu upozornili, že změnou způsobu výroby lze vyrobit standardní involutní ozubení s méně než 17 zuby. Samozřejmě, takové ozubení se také snadno zachytí (kvůli interferenci ozubení, není nalezen žádný obrázek, prosím si to představte), a takto opravdu nemůže pohybovat. Existuje také mnoho odpovídajících řešení, posunuté ozubení je nejčastěji používané (vulgarizovaně řečeno, jedná se o posun nástroje při řezání), dále jsou tu i šrubačité ozubení, cykloidalní ozubení atd. Existuje také univerzální cykloidalní ozubení.
Další názor interneta: Zdá se, že všichni stále příliš věří knihám a nevím, kolik lidí si důkladně prošlo ozubením v praxi. Odvození pravidla, podle kterého počet zubů na ozubeném kole musí být větší než 17, aby nedošlo k podřezání, je založeno na tom, že poloměr R na horním rohu přední strany nástroje pro frézování ozubených kol je 0. Ale ve skutečnosti, jak mohou nástroje používané v průmyslové výrobě nemít žádný úhel R? (Bez tohoto úhlu by nástroj byl ostrý, soustředil by se na něm napětí, což by vedlo ke štěpení při tepelné úpravě a snadnému opotřebení či štěpení při použití). A i kdyby nástroj neměl žádný úhel R, maximální počet zubů, u kterého dochází k podřezání, není nutně 17 zubů, takže tvrzení, že 17 zubů je podmínkou pro podřezání, je ve skutečnosti diskutabilní! Podívejme se na pár obrázků.
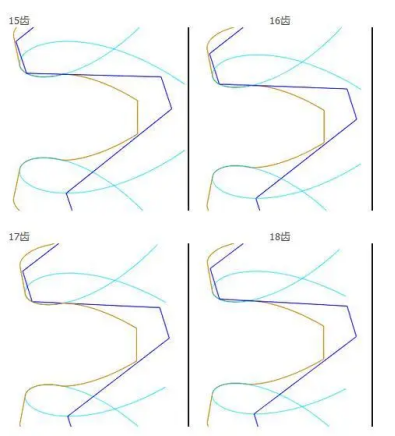
Z obrázku lze vidět, že při použití nástroje s poloměrem R horního rohu přední stříhací plochy rovné 0 pro zpracování kolébek nenastane žádná významná změna přechodové křivky u kořenu od 15 zubů po 18 zubů. Tak proč má 17 zubů tu číslici, kde začínají involutní přímé zuby produkovat podřez?
Domnívám se, že tento obrázek, který ilustruje tento koncept, by měl být povědomý studentům strojního inženýrství, kteří používali generátor kolébek. Je vidět, že velikost úhlu R nástroje ovlivňuje podřezání kolébky.
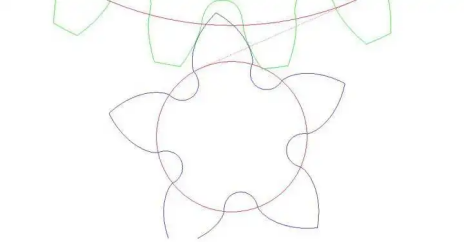
Fialová prodloužená vnější epitrochoidální křivka části kořene zubu na obrázku je profilní čára po vyřezání kořene zubu. Do jaké míry bude vyřezání kořene zubu ovlivňovat jeho použití? To určuje relativní pohyb mezi vrcholem zubu druhého soukolí a silovou rezervou kořene zubu. Pokud vrchol zubu spárového soukolí není v kontaktu s vyřezanou částí, pak tyto dva kolové kola se mohou normálně otáčet (Poznámka: Vyřezaná část není involutním profilem. Za nezvláštních návrhových podmínek je spojování neinvolutního profilu s involutním obvykle nekonjugované, což znamená, že dojde k interferenci).
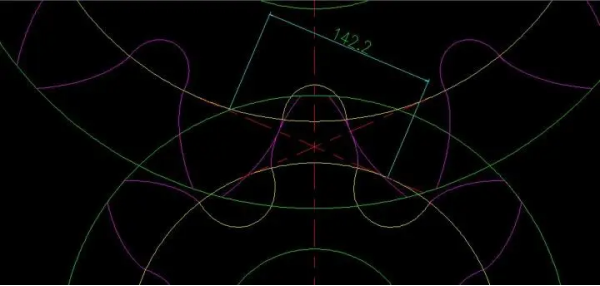
Z této číslice je vidět, že přenášecí čára těchto dvou kol jen sahá po kruhu maximálního průměru odpovídajícímu přechodné křivce obou kol (Poznámka: Fialová část je cykloidální profil zubů, žlutá část je podřezaná část a přenášecí čára nesmí vstoupit pod základní kružnici, protože pod základní kružnicí není cykloidní křivka. Přenášecí bod obou kol v jakékoliv pozici leží na této čáře), což znamená, že tyto dva kolové kola mohou právě normálně přenášet. Samozřejmě, toto v inženýrství není povoleno, délka přenášecí čáry je 142,2 a tento údaj / základní krok = poměr překrytí.
Někteří lidé také říkají: Za prvé, předpoklad této otázky je špatný. Počet zubů méně než 17 nebude ovlivňovat použití (popis tohoto bodu v první odpovědi je chybný, tři podmínky pro správné spojení koléb jsou nesouvisející s počtem zubů), ale 17 zubů může za určitých konkrétních okolností při zpracování způsobit nějaké potíže. Zde je více informací ke doplnění znalostí o kolébách.
Nejprve si popíšeme involutu. Involuta je nejpoužívanější typ profilu zubů koléb. Takže proč je to involuta? Jaký je rozdíl mezi touto čarou a přímkou, obloukem? Jak je znázorněno na následujícím obrázku, je to poloviční zub involuty.
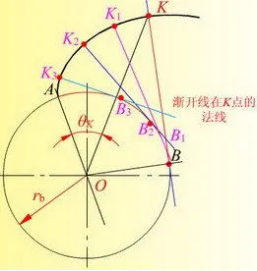
Involutu lze popsat jednou větou jako dráhu pevného bodu na přímce, když se přímka kutálí po kružnici. Její výhoda je zřejmá. Když se dvě involuty spojují, jak je znázorněno na následujícím obrázku.
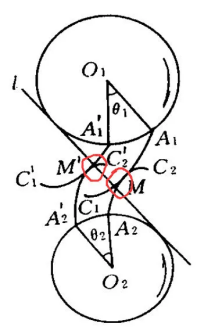
Když se dva koléska otáčejí, v bodě kontaktu (např. M, M') je směr síly vždy na stejné přímce a tato přímka je kolmá k kontaktové ploše (sekci) dvou evolventních tvarů. Protože je kolmá, mezi nimi nebude žádné "posouvání" ani "tření", což objektivně snižuje tření během zapojování ozubeného kola, čímž se zvyšuje efektivita a prodlužuje životnost ozubeného kola.
Samozřejmě, jako nejvíce používaný typ profilu zubů - evolventa, není jedinou možností.
Promluvme si znovu o "podřezávání". Jako inženýři musíme brát v úvahu nejen, zda je to možné na teoretické úrovni a zda je účinek dobrý, ale důležitější je, že musíme najít způsoby, jak představit tyto teoretické věci, což zahrnuje výběr materiálu, výrobu, přesnost, testování a další procesy.
Běžné způsoby zpracování kol jínek jsou obecně rozděleny na formovací metodu a generovanou metodu. Formovací metoda spočívá v přímém vyřezávání tvaru zubů pomocí nástroje, který odpovídá tvaru mezer mezi zuby. K tomu obvykle patří frézovací kolo, motýlčí broušedlo atd.; generovaná metoda je složitější a může být chápana jako splétání se dvou kol jínek, kde jedno je velmi tvrdé (nástroj) a druhé je stále ve stavu hrubce. Proces splétání začíná daleko od sebe a postupně přechází do normálního stavu splétání, během kterého je nové kolo jínek vyřezáváno. Pokud máte zájem, můžete najít "Mechanické principy" pro konkrétní studium.
Metoda generování je široce používána, ale když má koláč málo zubů, linie vrcholu nástroje a sítovací linie překročí limitní bod sítění řezaného koláče. V tomto případě bude kořen řezaného koláče nadměrně odstraněn. Protože podřezaná část překročila limitní bod sítění, nenífect normální sítění koláče, ale nevýhodou je, že oslabuje jeho sílu. Takové koláče, když jsou použity v těžce namáhaných situacích, jako jsou převodovky, mohou být předmětem lámaní zubů, jak je znázorněno na následujícím obrázku, který ukazuje model koláče s modulem 2 a 8 zuby zpracovaného standardně (s podřezáním).
A 17 je limitní počet zubů vypočtený podle normy převodů v naší zemi. Převody s méně než 17 zuby mají při běžné úpravě metodou generování "jev ořezávání" a v tomto okamžiku je třeba upravit způsob zpracování, jako je posunutí, jak je znázorněno na následujícím obrázku - 2-modulový 8-zubý převod zpracovaný posunutím (malé ořezávání).
Samozřejmě, obsah popsán zde není úplný a v mechanice existuje mnohem více zajímavých částí. V inženýrství také vzniká při výrobě těchto dílů více problémů. Ti, kteří jsou zaujati prachem, by si mohli dávat pozor lépe.
Závěr: Počet zubů 17 pochází z metody zpracování a zároveň závisí na metodě zpracování. Pokud změníte nebo vylepšíte metodu zpracování kola, jako je tvarovací metoda nebo posuvné zpracování (zde konkrétně mysleno přímými čárkovými válci), nebude se objevovat žádné fenomén podřezu a také nebude žádná omezení pro počet zubů 17.
Navíc z této otázky a jejích odpovědí je patrné, že jednou z charakteristik mechanické disciplíny je vysoká kombinace teorie a praxe.
Názor internetového uživatele: Za prvé, tvrzení, že kola s méně než 17 zuby nemohou rotovat, je nesprávné. Ukážeme stručně, jak se číslo 17 dostalo do popředí.
Kola jsou mechanické součásti s zuby na okraji, které se spojují kontinuálně a přenášejí pohyb a sílu. Profily zubů kol zahrnují například involutní, kruhové oblouky atd., a involutní kola jsou širším způsobem používána.
Kvůli převodníkům s involutí jsou rozděleny na přímé a šikmé kuželovité koláče apod. Pro standardní přímé kuželovité koláče je koeficient výšky zubu 1, koeficient výšky paty zubu 1,25 a úhlový útlum je 20°. Zpracování koláčů obvykle používá metodu generování, což znamená, že pohyb nástroje a zubatého kola během zpracování je jako u dvojice splývajících koláčů. Při zpracování standardních koláčů se stane, že pokud počet zubů je menší než určitá konkrétní hodnota, bude odstraněna křivka involuty na patě zubu, což se nazývá podřezání, jak je znázorněno na obrázku vlevo dole. Podřezání vážně ovlivní pevnost koláče a hladkost přenosu. Minimální hodnota pro nevzniknutí podřezání je 2*1/sin(20)^2 (1 je koeficient výšky zubu, 20 je úhlový útlum).
Počet zubů 17 je zde určený pro standardní přímé válcové kola. Máme mnoho způsobů, jak se vyhnout podřezávání, jako je posuv kola, tedy přesun nástroje od nebo ke středu rotace zubnatého černu. Zde, aby bylo možné vyhnout se podřezávání, je nutné zvolit posunutí pryč od středu kontury rotace, jak je znázorněno na následujícím obrázku vpravo, a znovu vznikne úplný profil cykloidální křivky.
Po posuvu kola lze kolové kolo otáčet bez ovlivnění. Jak je vidět výše, vhodným posunem lze dosáhnout, že i kolo s pěti zuby může být otáčeno. Ve skutečnosti lze i u šikmých kol evitovat podřezávání nebo snížit minimální počet zubů, kdy dochází k podřezávání.
T číslo 17 je spočítáno. Nejde o to, že kola s méně než 17 zuby nemohou rotovat, ale pokud je počet zubů menší než 17, je snadné při zpracování kol odříznout část involutní křivky u kořene kol, což je tzv. podřezání, které oslabuje sílu kolového kola. Co se týče toho, jak to spočítat, je to úplně matematický problém, odkazujte se na vzorec výše, s úhlem součtu a=20 stupňů, minimální počet zubů, který nedojde k podřezání, je 17.
Názor internetového uživatele: Otázka, zda může být počet zubů kol menší než 17, je otázkou, která stojí za rozmyšlení. Pro standardní kola opravdu počet zubů nemůže být menší než 17. Proč? Protože když je počet zubů menší než 17, dojde u kola k fenoménu podřezání.
Takzvané podřezání odkazuje na stav, kdy při jistých podmínkách během frézování soukolí metodou generace se hrana nástroje příliš hluboce zaryje do paty soukolí a část profilu cykloidální křivky v patě soukolí je odstraněna.
 Metoda generace
Metoda generace 
Metoda generování (také známá jako metoda vývoje) je technika zpracování kol, která využívá princip obalu z geometrie. Poté, co jsou dány profil zubů s involutou a úhlová rychlost w1 hnacího kola, lze získat úhlovou rychlost w2 hnaného kola prostřednictvím spojení obou profilů zubů, a přenosový poměr i12 = w1/w2 je konstantní hodnota. To je proto, že během spojení obou profilů zubů provádějí dvě základní kružnice čisté valící pohyb. Když se základní kružnice 1 čistě valí na základní kružnici 2, tak bude profil zubu kola 1 obsazovat řadu relativních pozic vzhledem ke kolu 2, a obal těchto relativních pozic je profilem zubu kola 2. Jinými slovy, během čistého valení dvou základních kružnic mohou být dva profily zubů s involutou považovány za vzájemné obaly.
Fenomén podřezání
Příčina podřezání: Když se průsečík čáry špičky zubu nástroje a čáry zakousnutí dostane za limitní bod zakousnutí N1 a nástroj pokračuje v pohybu z pozice Ⅱ, odstraní část involutního profilu zubu, která již byla zpracována u kořene.
Dopady podřezání: Kolový kolo s vážným podřezáním oslabuje na jedné straně pevnost proti ohýbání zubů, na druhé straně snižuje stupeň přenosu kol, což je velmi nevýhodné pro přenos. Příčina podřezání: Když se průsečík čáry špičky zubu nástroje a čáry zakousnutí dostane za limitní bod zakousnutí N1 a nástroj pokračuje v pohybu z pozice Ⅱ, odstraní část involutního profilu zubu, která již byla zpracována u kořene.
Pro nestandardní kolová kola je akceptovatelné mít méně než 17 zubů.
Po všem řečeném, jaké je vaše mínění? Nehesite nechat komentář a sdílet~




