Hundreds of factories and industries rely on large conveyor chains, which are essential tools. These unique chains assist in relocating heavy objects from location A to location B, making the job easier and more quickly for everyone participating. In this lesson we are going to find out how important large conveyor chains are, their various advantages, how they differ from other chain types, the maintenance needed to make them last, and how to select the proper chain for your application.
The use of large conveyor chains for the movement of heavy materials has a very long list of benefits. The greatest advantage of these chains is that they are capable of moving heavy objects without breaking. This ensures workers are not carrying heavy items manually, which helps reduce injuries that can be incurred from lifting heavy loads. Conveyor chains also save time as the machine can move the product much quicker than a person would be able to do themselves. It makes work a lot more efficient, which is also good for businesses because this saves them money in the long run. But when things get done efficiently and safely, we all win.
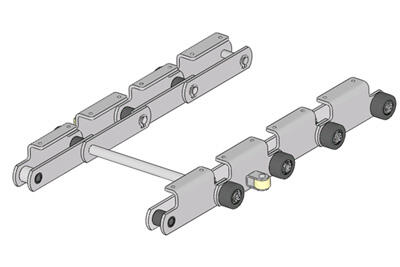
These heavy-duty conveyor chains Products come with their own specialized features setting them apart from standard chains available at the local hardware store. They are typically constructed with incredibly resilient metals, such as steel or titanium, which allows for significant pulling pressures without snapping. They also have special coatings that prevent rust and damage, which can make the chain break down over time if not managed. There are also many different sizes and lengths of heavy-duty conveyor chains so that you can find the exact type that you need to fit your specific needs and the type of work being conducted.

Maintaining your large conveyor chains is very important to the functional life of them. That means you should regularly clean and oil the chains to prevent wear and rust. In addition to this, the chain must be examined for any loose or broken parts, which can cause the chain to break while it is in use. In case you identify any issues, it is all-important to take immediate corrective action. If you leave small problems unfixed, it will exacerbate into something bigger, which is expensive and time-consuming to rectify later on.
Carefully consider the weight and size of the items to be moved when selecting a large conveyor chain for your application. You also need to take into account how quickly and how far the chain is going to be traveling when determining what kind of chain you need. Always consult an expert who can guide you to the best chain for your application. Choosing the correct chain can help you to guarantee that your operation cycle runs smoothly and efficiently without any hassle.
Abundant Industry Experience: Established in 2005, with its factories dating back to 2000, the company has over 25 years of manufacturing expertise in various fields including gearboxes, chains, transmission shafts, and transmission line parts. This has enabled it to accumulate a profound industrial heritage and better handle diverse production and market challenges.Professional Customization Capability: Focused on the development of customized OEM products, it can conduct personalized production based on specific customer requirements, meeting the diverse needs of the market. It demonstrates strong flexibility and adaptability in market competition.Excellent International Reputation: Thanks to its sincerity towards customers, high sense of responsibility for orders, and long-term cooperation experience with foreign clients, the company's products are widely popular in the European market. It has won the trust of customers worldwide, and its brand influence is continuously expanding.
Advanced Production Equipment: Utilizing modern equipment in the production process to ensure high-precision and high-quality production of products, improve production efficiency and product consistency, and maintain a technological edge in the fierce market competition.Technology Research and Development Capability: Based on long-term industry experience and customized product development capabilities, it has a certain technology research and development team and capabilities. It is able to continuously improve product design and production processes to adapt to new market demands for product performance and technology.
Quality After-Sales Support: Possessing a professional engineer team for after-sales service, it can promptly address problems encountered during product usage, offer technical support and solutions to customers, ensure the continuity of production, and enhance customers' confidence in using the company's products.Rich Information Provision: With a news and blog section, it shares industry knowledge and FAQs, such as chain rust issues, common problems and solutions for conveyors, chain quality judgment methods, and gear tooth number design. This provides customers with valuable technical information and purchasing guidance, helping them better understand the products and industry trends, reflecting the company's professionalism and care for customers in the industry.
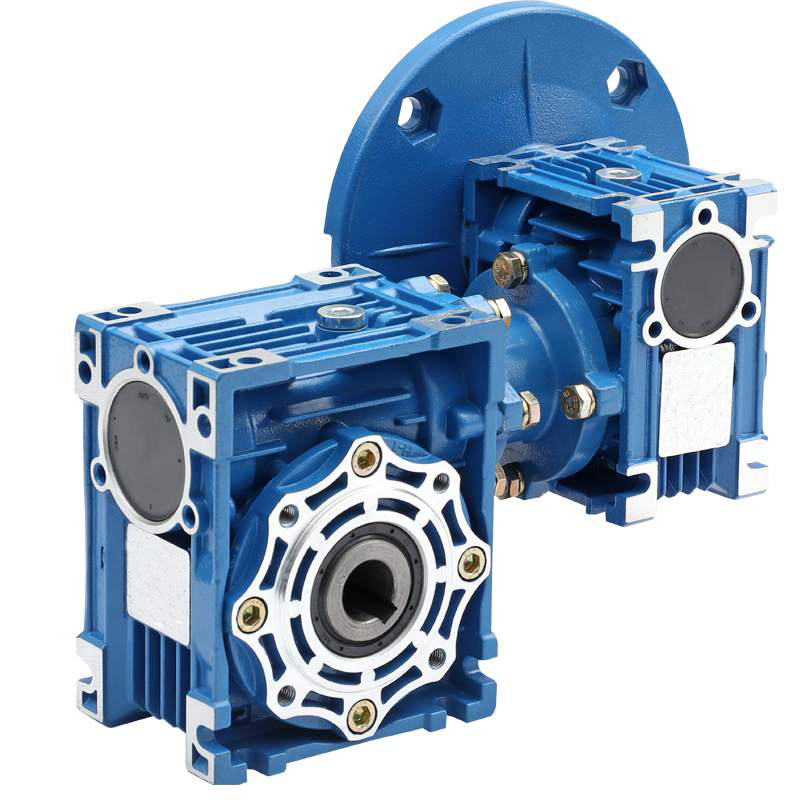
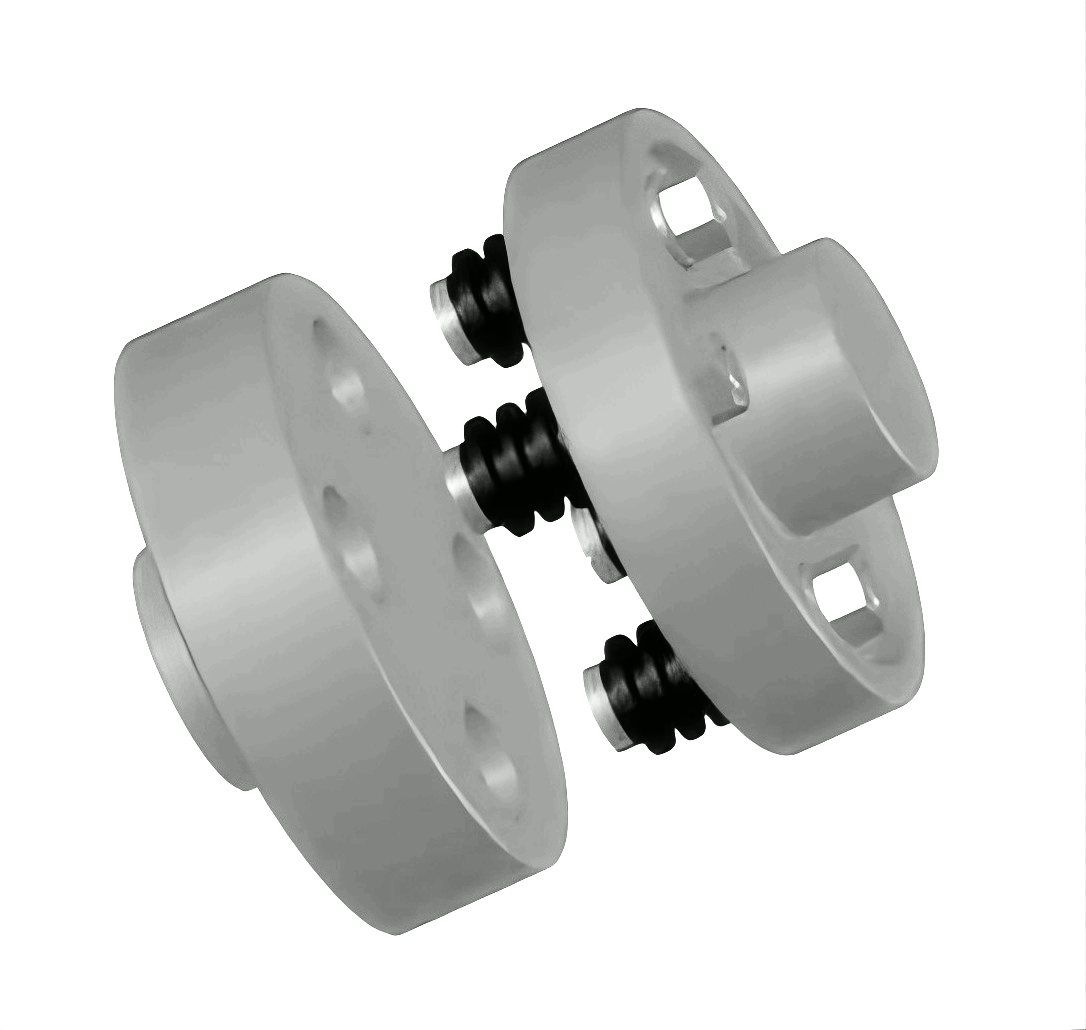
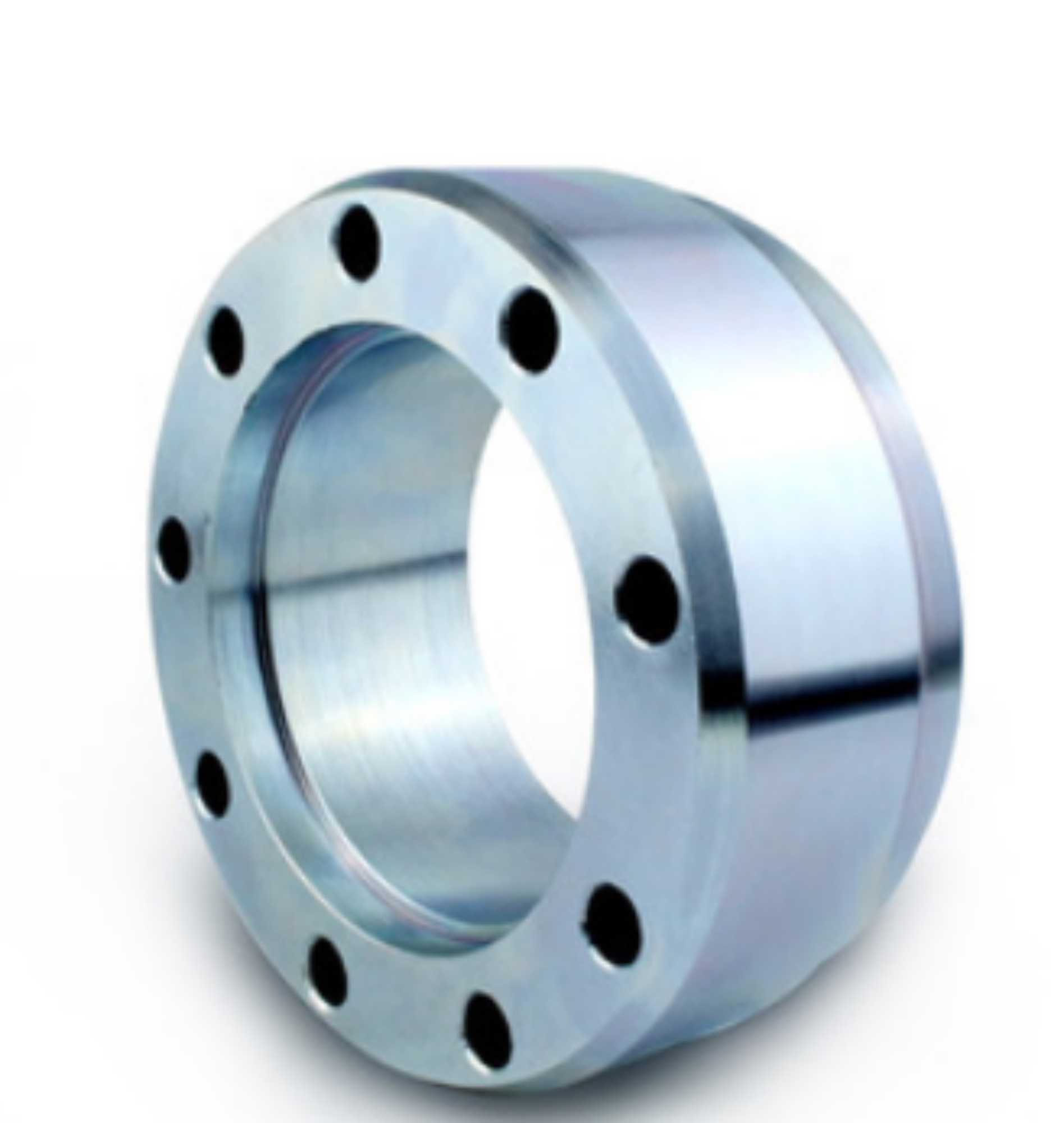
Diversified Product Portfolio: Covering a wide range of products such as various types of conveyor chains,PTO shafts, sprockets, gears, couplings, V-pulleys, , and worm gear reducers. These products are widely applied in industries like sugar, cement, mining, food, water, wood, automotive, and palm oil, providing one-stop product solutions.High-Quality Product Assurance: The production process employs modern equipment manufacturing and strict quality control measures. This ensures stable and reliable product performance, reduces customers' failure and maintenance costs during use, and improves production efficiency.
Copyright © Hangzhou Ocean Industry Co., Ltd. All Rights Reserved
 EN
EN
 AR
AR
 FI
FI
 NL
NL
 DA
DA
 CS
CS
 PT
PT
 PL
PL
 NO
NO
 KO
KO
 JA
JA
 IT
IT
 HI
HI
 EL
EL
 FR
FR
 DE
DE
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 SK
SK
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 FA
FA
 MS
MS
 HA
HA
 KM
KM
 LO
LO
 NE
NE
 PA
PA
 YO
YO
 MY
MY
 KK
KK
 SI
SI
 KY
KY