 EN
EN
 AR
AR
 FI
FI
 NL
NL
 DA
DA
 CS
CS
 PT
PT
 PL
PL
 NO
NO
 KO
KO
 JA
JA
 IT
IT
 HI
HI
 EL
EL
 FR
FR
 DE
DE
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 SK
SK
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 FA
FA
 MS
MS
 HA
HA
 KM
KM
 LO
LO
 NE
NE
 PA
PA
 YO
YO
 MY
MY
 KK
KK
 SI
SI
 KY
KY

Барактарда көбөрөөчөлүк چыгарылатындагы себептери жана анткенин қалтыруу?
Жылдыздар, механикалык көрсөткүчтөрүнүн чоң бөлүгү ретинде, тас уясын жана қолдоо түшүрүп, бардык жарымдама шарттарында көрсөткүчтүн туура жана азырланбашты эле жүзеге ашырууга көмөк итер. Моторда же карданда, жылдыздар операциялык убакытта пайда болгон радиальдуу жана аксиальдуу жарымдамаларды үзүн алаты. Алайда, жылдыздын асылгы жарымдамасы дизайнын чек синиринен чейин көбөйөшсө, жарымдама чейин көбөйөшүв пheномени пайда болот. Жарымдама чейин көбөйөшүү жылдыздын алдын ала булушуна жол берет, ал эми көптөгөн жогоркуу көрсөткүчтүн булушуна да юз берсе болот.
Жылдыздын жарымдама чейин көбөйөшүү деген не?
Бearing үлгөн чарасуу - бул, куланылганда үчүрүлгөн үчүрүүчү жүк берилген кезде ошонын негизги жүк кабылдoo ынындыгынан аска турат. Негизги жүк кабылдоо ыны теориялык эсептөө чыгарылат, стандарттык шарттарга салыстырылган жана ыктымалдык берилген берилген куланушунун жакшысына карабастан, ал эле жүктөө, тыңчтык импакти жана башка да факторлар берилген кезде үлгөн чарасуу болуп саналат. Убакытта экипмента куланылганда үлгөн чарасуу болушу мүмкүн эмес, ал эле тыңчтык импакти жүктөө боюнча анткандай жолдорда болушу мүмкүн.

Үчүрүлгөн үчүрүүчүлөрдүн үлгөн чарасуу
ISO 281 жана ISO 15243 жана башка материалдар стандарттары бойUNCHA, үчүрүлгөн үчүрүүчүлөрдүн экипменттерге көпчелектүү жыйынтык өзгөрүштөрү бар:
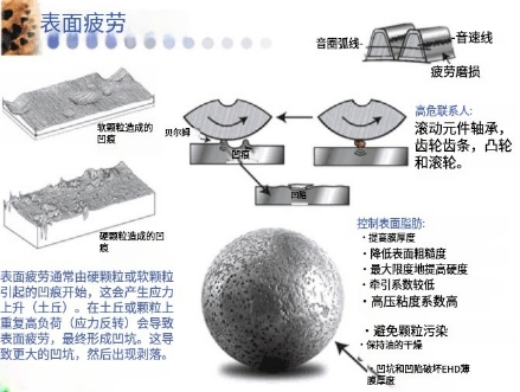
1.Жылдам кызматкандык дамдуулар
Кол бөлүкчүсү көбөйтүлгөн жарықта иштейт, чакырдык элементтер мен кол бөлүкчүсү арасындагы контакт ноктасындагы чакырдык өзгөртүлөрү аныктаныштык тартуу менен өсөт. Узун мезгилдик көбөйтүлгөн жарық иштөө кол бөлүкчүнүн материалынын жогорку чакырдыгына окарат, микроскоптик чалпактар чыгарып, эң соңу кол бөлүкчүдүн түзгүлүү бөлүгү жана бөлүнүүсү болушу мүмкүн. Бул жогорку чакырдык катынасы кол бөлүкчүлөрдүн катынасынын баштагы себептерinden бири.

2.Чакырдык жана износ көбөйөө
Көбөйтүлгөн жарық кол бөлүкчүсүнүн чакырдык элементтерине жана чакырдык элементтерине артыкча басыруу келтireтип, бул пластик деформацияга окарат. Бул кол бөлүкчүнүн чакырдыгын көбөйөө менен, чакырдык ачкычынын износун да арттырат. Износ көбөйөө менен, кол бөлүкчүнүн иштөө даярлыгы жана эффективдыгы постатып көчөт.
3.Ысыктын жогорулашы
Кол борбору көбөйтүлгендеги, мөйөкөнүн артуна каршы, колдоң жеринде үзүлүү тууралуу жар да артат. Температуранын артуу смазканын көчөрөөсүн тезитип кылуу менен эмес, ал кол борборунун материалдын characteristics-тарын да азырлатуу болот, ушул эле зарардын арзууланган рискин арттырат.

4.Өзгөчө сапардын антмоменттеги зарары
Өзгөчө сапардын, башталгич катууларда эсек чектештерде немесе экстралык тормозушуда кез келет, бул кол борборунын дизайнын чечимден чон узак жерде стресс алып жатат. Бул стресс жыйынтыгы роллердин эсас элементтерине эсек жана кол борборунын антмоменттеги жарылгандыгына жол берет.

Кол борбору көбөйтүлгөн сабабы
Кол борбору көбөйтүлгөн сабабы түрлү экипмента катышу шарттары, дизайнын тамырсыз жана жакшыраак техникалык жөнөктөөгө байланыштук.
Коюмча келгендер бирокчо эсас турдогу себептери:
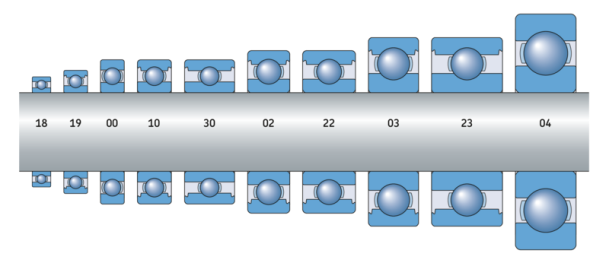
1.Түзгөнү чектемел жок
Түзгөнү дизайни менен, асык жардамдарынан ээ болгон жардамдардын таңдаулары чектемел. Натыйжада, ырламалык жардамдарда, жогорку жылдамдыкта немесе күчтүү жардамдарда, жардам көп мөөнөттүү сыймын үстүнө алып жатпайт.
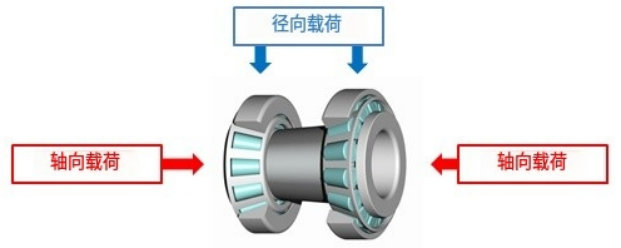
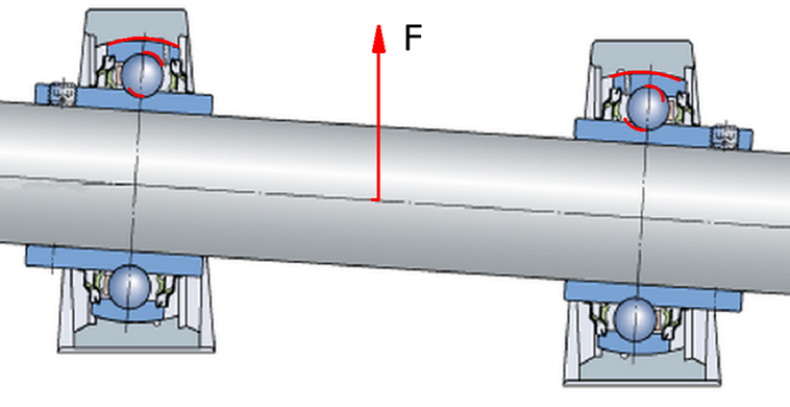
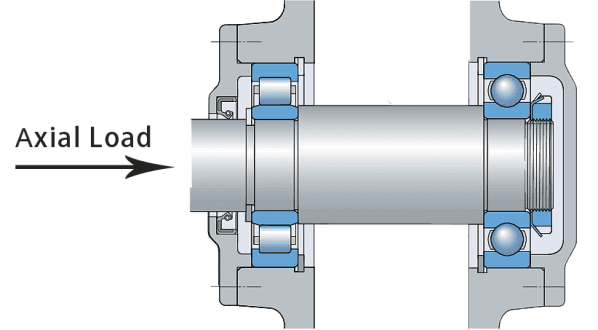
2.Көп чечек жана осьдүк жардамдар
Электромотордордуң же шарнирлорудун иштетиш кезинде, радиустуу немесе осьдүк жардамдары жардамдын нормативдеги жардамдан асып кетсе, жардам узун убакыт үчүн көп жардамга кирет жана ал эми алдын-ала бозулуш келет.
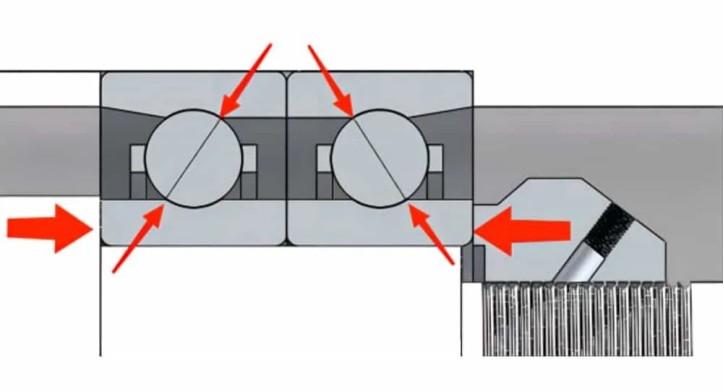
3.Частые башкылар жана тутуштар
Кейбек алып, үзгөртүлүү жана акселерациялашууда антмоментtal көп мөөнөктүү жардамдар пайда болушу мүмкүн. Бир азыктуу убакытта шариктиң бөлүгү чоң сыйгым алган жана ошондуктан локальдык тышкары жардамга тууралат.
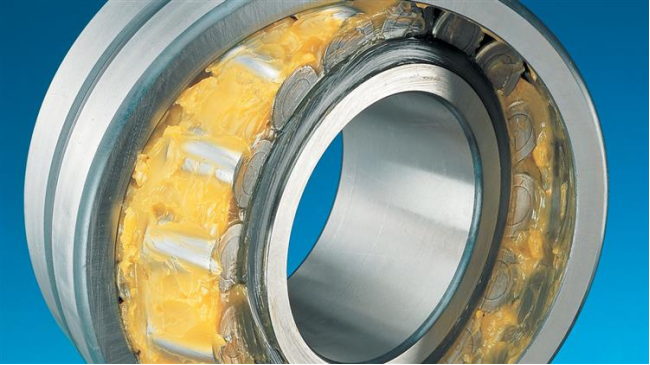
4.Түпсүрөттүү элеумет жок
Элеумет жетишсизлеги шариктиң ичинде фрикциондуу сыйгымды көбөйтөт жана операцияда көп фрикциондуу сыйгым алышын жогоркуруп, тышкары жардамды көбөйтөт.

5.Чогуштук жок
Даярдандыктын орnatuuunda туура тууралуу жок, особо ретте мотор менен гирбокстун жолдорунун туура тууралуу жок, шариктиң тышкары экцентрически жардам алышын жасаган болот. Бул жардам туура эмес жана шариктин локальдык тышкары жардамына тууралат.
Тамырдын көбөйтүлүүсүн қалыптастыруу туралы?
Тамырдын көбөйтүлүүсүн қалыптастыруу үчүн, алып саныкчылар мен техникалык инженерлер дизайн, иштетү жана жакшылуунын бардык жагдайларынан чейинчилер алышы керек:
1.Тамырды туураттуу таандоо
Дизайн этапында, тамырларды жыйынтык жараңа жана жөнгөктөө шарттарына карабыз туураттуу таандоо керек, алардын нормативдеги жөнгөктөөлөрү экипаждин узун мезгилде иштетүү соровдоруна туура келет. Егер жараңа күчүк болсо, нормативдеги жөнгөктөөсү жогоркуу немесе максаткан тамырлар таандыralabilir.
2.Экипаж жөнгөктөөсүн баарлаңыз
Көпбагыттык жарық үздөгүнүн экилүүсүн ташуу. Моторлор жана шестериндер кабылдаңыз, бул экилүүдөрдөн күчү чейинги күчү аралыгында болушу керек. Экилүүдүн анткарган жарық үздөгүнүнгө себеп болгон жарыктар учун маанилүү үздөгүн үздөгүнүнгө сыйлау керек.
3.Баштоо жана тууратуу операцияларын оптимизациялоо
Көпбагыттык баштоо жана тууратуудун жарығын азайтуу немесе экилүүдүн импактик жарықтан тыюу үчүн негизги баштоо құрылғысын пайдалануу. Негізгі баштоо технологиясы баштоо кезинде импактик стрессийн азайтууга және экилүүдүн үздөгүнүн үздөгүнүн тиешелүү болушуна көмектеседи.
4.Тамырланышты дүрдүү түрдө иштетүү
Экилүүдүн тамырланышынын жарандасын тиккүзүү, тамырланыш материалдарын убакташуу мөмкүнүктүн бар болушу керек жана иштетуу температурасы мен күчү үчүн жакшыраак тамырланыш масы жана гидроэлектростанциясын тандоо. Тамырланыш фрикциондык жарықты азайтуу үчүн жана экилүүдүн температураны жогоркулатуу мен износуны азайтуу үчүн маанилүү.
5.Точное чогултуу жана орнотуу
Көрмөчүлүктерди орнотуу процесинде, мотор жана редуктордын валдарынын чогултуу дуруулугун таңдаңыз. Чогултуу құралдары мен лазердик чогултуу апаратурасы аркылы, беришке келген жарыктык тегишли таркатылышын таңдаңыз жана жарыктук тууралуу учурааны караштырыңыз.

Беришке жарыктук тууралуу - беришкелердин катуулугунун эсас себептерinden бирі жана көрмөчүлүктердин нормативдеги иштешеенен тышкары кетүүгө көп жакшылык берет. Тамырланган дизайнын, жарыктык баскаруунун, оптималдуу иштешеенин, жакшы смазка баскаруусун жана чогултуу менен орнотуудун аркылуу, беришке жарыктук тууралуунын кетишетүүсү тиешелүү түрдө каралуу мүмкүн жана беришкелердин жана көрмөчүлүктердин жылдамдыгы кеңейтилет. Күндөөгө бойойнуна, көрмөчүлүктердин табиисиз жарыктык диапазонунда иштешеесин текшерүү жана техникалык жөнгөнүү аркылуу, көрмөчүлүктердин иштешееси жана дөştүгөнүүсү көп жакшылашат.




