 EN
EN
 AR
AR
 FI
FI
 NL
NL
 DA
DA
 CS
CS
 PT
PT
 PL
PL
 NO
NO
 KO
KO
 JA
JA
 IT
IT
 HI
HI
 EL
EL
 FR
FR
 DE
DE
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 SK
SK
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 FA
FA
 MS
MS
 HA
HA
 KM
KM
 LO
LO
 NE
NE
 PA
PA
 YO
YO
 MY
MY
 KK
KK
 SI
SI
 KY
KY

ギアの歯数は17未満にできますか?
ギアは航空機、貨物船、自動車など、日常生活で広く使われている部品です。しかし、ギアを設計したり加工する際には歯数に関する要件があります。 一部の人々は17歯未満のギアは回転できないと主張しますが、他の方は正常に機能する17歯未満のギアがたくさんあると指摘します。 実際、これらのどちらの主張も正しいのです。なぜかわかりますか?
 なぜ歯数が17なのですか?
なぜ歯数が17なのですか? 
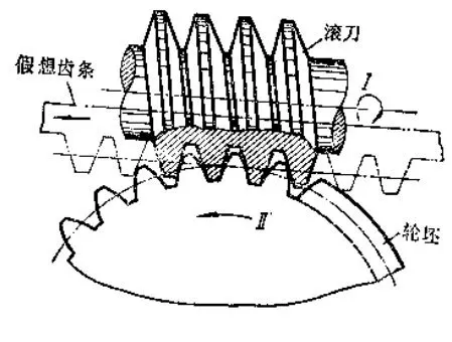
なぜ特に17なのでしょうか、他の数字ではない理由は? 17という数字に関しては、これは歯車の製造方法に関係しています。以下の図に示すように、広く使用されている方法はホブを使用して切削することです。
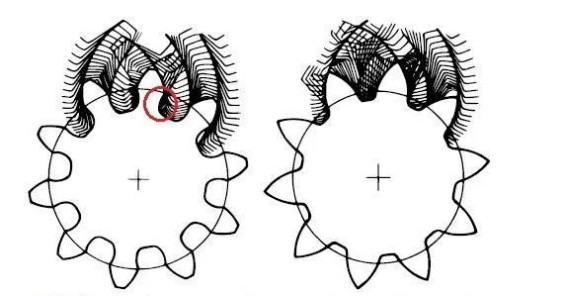
歯数が少ない場合、製造された歯車の強度に影響を与える「アンダーカット」という現象が発生します。アンダーカットとは何か?それは根元が切り取られることを意味します。図における赤い四角に注意してください:
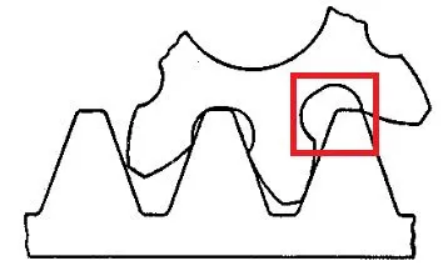
歯車の歯先とピッチ線の交点が、切られる側の歯車の限界メッシュ点を超えた場合、歯車の根元にある一部の円弧歯形が除去されます。 この現象をアンダーカットと呼びます。
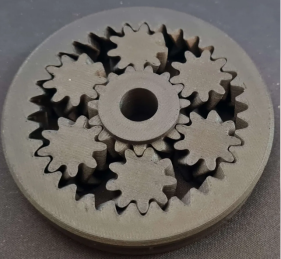
では、どのような状況でアンダーカットを回避できるのでしょうか?答えは17という数字にあり、これは歯先係数が1で圧力角が20度の場合に対応します。 まず、ギアが回転するのは、上下のギアが良い伝達関係を形成する必要があるためです。両者の接続が適切である場合のみ、その動作は安定した関係となります。例えば、円弧歯車の場合、2つのギア間で良い噛み合いが実現すると、それが役割を果たします。これは2種類に分かれています:直歯円筒ギアとねじれ歯円筒ギアです。 標準の直歯ギアでは、歯先高係数が1、歯底高係数が1.25、圧力角が20度です。 歯車加工の際、歯車の素子と工具がまるで2つの歯車のように動作します。素子の歯数が特定の値より少ない場合、歯の根元が削られてしまい、これをアンダーカットといいます。アンダーカットが大きすぎると、歯車の強度や安定性に影響を与える可能性があります。ここで言及されている17は歯車に関連しています。もし歯車の作業効率について議論しなければ、歯数がいくつであれ、それは機能し動作できます。さらに、17は素数であり、これは一定の回転数の中で、ある歯車の歯と他の歯車の歯が一致する確率が最小であることを意味し、力が長期間同じ点に集中することはありません。歯車は精密機器であり、各歯車には誤差が存在しますが、17によって引き起こされる軸の摩耗の可能性は非常に高いので、17の場合、短時間は動くかもしれませんが、長期的には適していません。 しかし、問題が発生します!市場にはまだ17歯未満のギアが多く存在しており、写真の証拠通り、それらは依然として良好に機能しています。
ただし、一部のネットユーザーは、製造方法を変更することで、17歯未満の標準的な円弧ギアを作ることが可能だと指摘しています。 もちろん、そのようなギアも簡単に詰まってしまうことがあります(ギア干渉によるもので、写真は見つからず、想像してください)。この場合、本当に動かないこともあります。それに応じた多くの解決策があり、オフセットギアが最も一般的です(ざっくり言えば、切り削り時に工具を少し動かすことです)。また、らせんギアやサイクロイドギアなどもあります。さらに、汎用サイクロイドギアもあります。
別のネットユーザーの視点:みんなまだ本に頼りすぎているようで、実際に仕事で歯車を徹底的に研究した人は何人いるでしょうか。機械原理の授業では、歯車の歯数が17を超えることでアンダーカットが発生しないという導出は、歯車切削工具の前面のRが0であることを前提としています。しかし実際、工業生産における工具にR角がないものがあるのでしょうか?(R角がないと工具は鋭くなり、応力が集中して熱処理中に亀裂が入りやすく、使用中にも摩耗や破損しやすくなります)。また、仮に工具にR角がなくても、アンダーカットが発生する最大歯数が必ずしも17歯とは限らないので、17歯がアンダーカットの条件だという主張には議論の余地があります! いくつかの画像を見てみましょう。
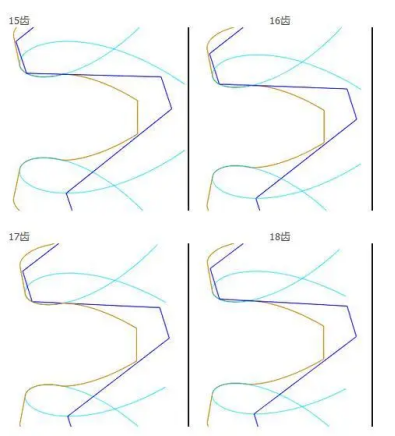
図からわかるように、前角面のトップコーナーRを0にしたツールを使用してギアを加工する場合、15歯から18歯までで根元の移行曲線に明显的な変化はありません。ではなぜ17歯が邀olute直歯ギアがアンダーカットを始める歯数となるのでしょうか?
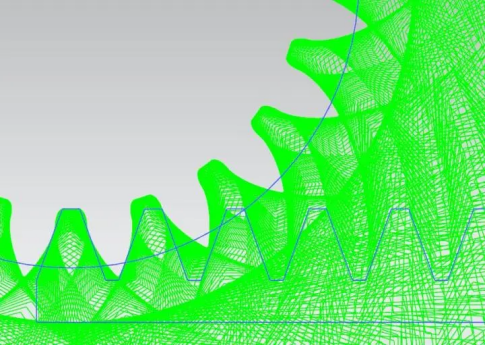
この概念を説明している図は、ギアジェネレーターを使った機械工学の学生であればお馴染みのはずです。 ツールのR角度の大きさがギアのアンダーカットに影響することを見て取ることができます。
図における紫色の延長された外トロコイド曲線は、歯根部がアンダーカットされた後の歯形線です。ギアの歯根部のアンダーカットが使用にどの程度影響を与えるのでしょうか?これは、他のギアの歯先との相対運動およびギアの歯根部の強度余裕によって決定されます。交わるギアの歯先がアンダーカット部分と噛み合わない場合、この2つのギアは正常に回転できます(注:アンダーカット部分は非インボリュートの歯形です。特殊設計でない限り、非インボリュートの歯形とインボリュートの歯形を噛み合わせると通常共役でなく、干渉が発生します。)
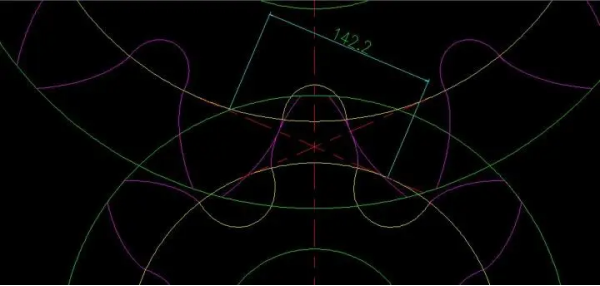
この図から、これらの2つのギアのメッシュラインが、2つのギアに対応する移行曲線の最大直径円に対してちょうど擦れ合うのがわかります(注:紫色の部分はインボリュート歯形、黄色の部分はアンダーカット部分であり、メッシュラインはベース円以下の部分に入ることはできません。なぜなら、ベース円以下にはインボリュート線がないからです。2つのギアの任意の位置でのメッシュ点はこの線上にあります)。つまり、これらの2つのギアはちょうど正常に噛み合います。もちろん、これは工学的には許されません。メッシュラインの長さは142.2で、この値/ベースピッチ=オーバーラップ比です。
一部の人々はまたこうも言います:まず、この質問の前提が間違っています。17未満の歯車の数では使用に影響しません(最初の答えにおけるこの点の説明は誤っており、歯車の正常な噛み合いの3つの条件は歯数とは無関係です)。しかし、特定の状況下で17歯は加工において若干の不便さを引き起こすことがあります。ここでさらに歯車に関する知識を補足します。
まず、邀歯線(ようしせん)について話しましょう。邀歯線は最も広く使われている歯車の歯形です。ではなぜそれが邀歯線なのでしょうか?この線と直線や円弧との違いは何でしょうか?以下の図のように、それは半歯の邀歯線です。
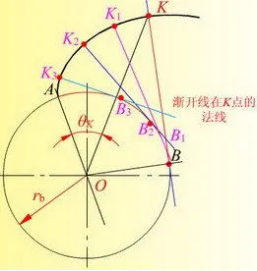
邀歯線は一言で言えば、直線が円に沿って転がるときにその直線上の固定点が描く軌跡です。その利点は明らかです。2つの邀歯線が噛み合うとき、次の図の通りです。
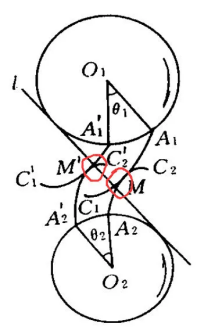
2つの車輪が回転するとき、接触点(例えばM、M')において、力の方向は常に同じ直線上にあり、この線は2つの邀歯形の接触面(断面)に垂直です。垂直であるため、それらの間に「スリップ」や「摩擦」が発生せず、これは客観的に噛み合い時の摩擦を減らし、効率を向上させると同時にギアの寿命を延ばします。
もちろん、最も広く使用されている歯形タイプである邀歯曲線も、私たちの唯一の選択肢ではありません。
再び「アンダーカット」について話しましょう。エンジニアとして、私たちは理論上の実現可能性や効果の良さだけでなく、より重要なのは理論的なものを具体化する方法を見つける必要があり、それは素材選定、製造、精度、試験などのプロセスに関わってきます。
歯車の一般的な加工方法は、通常成形法と生成法に分けられます。成形法は、歯間形状に対応する工具を使用して直接歯形を切り出す方法で、これは一般にフライスカッターやバタフライ研削盤などを含みます;生成法はより複雑で、これを二つの歯車が噛み合う状態として理解できます。一方の歯車は非常に硬い(工具)であり、他方はまだ毛材の状態です。噛み合うプロセスでは、遠くから始まり正常な噛み合い状態へ徐々に移行し、その間に新しい歯車が切削されます。興味があれば、「機械原理」を調べて具体的な研究をしてみてください。
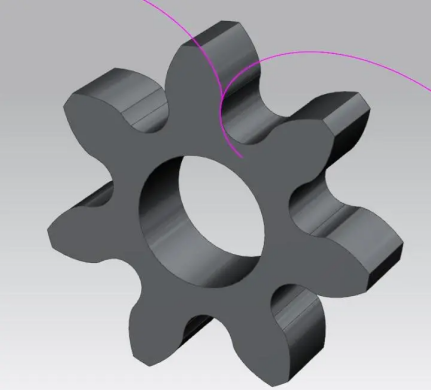
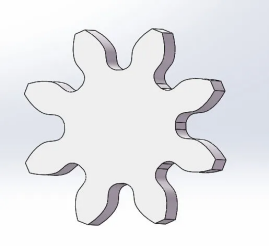
生成方法は広く使用されていますが、歯車の歯数が少ない場合、工具の歯先線と噛み合い線が切削中の歯車の限界噛み合い点を超えることがあります。このとき、加工中の歯車の歯根部が過剰に除去されます。アンダーカット部分が限界噛み合い点を超えているため、歯車の正常な噛み合いには影響しませんが、欠点として歯車の強度が弱くなることです。このような歯車は、ギアボックスなどの重負荷の場面で使用すると、歯折れが発生しやすくなります。以下の図は、通常加工されたモジュール2、8歯の歯車のモデル(アンダーカットあり)です。
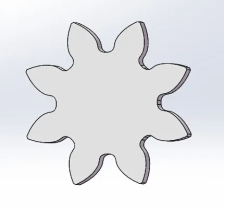
そして17は、我国のギア規格に基づいて計算された歯数の限界値です。17歯以下のギアは通常の生成法で加工すると「アンダーカット現象」が発生し、このとき加工方法を調整する必要があります。例えばシフト加工などです。以下に示すのは、シフト加工によって製造されたモジュール2、8歯のギア(わずかなアンダーカット)です。
もちろん、ここで説明した内容は包括的ではありませんし、力学にはさらに多くの興味深い部分があります。これらの部品をエンジニアリングで製造する際にもっと多くの問題があります。金色粉に興味のある方はぜひもっと注目してみてください。
結論:歯数17は加工方法から来るものであり、加工方法にも依存します。もしギアの加工方法を変更または改善すれば、例えば成形法やシフト加工(ここで具体的には直歯円筒ギアを指します)、アンダーカット現象がなくなり、歯数17という制限も存在しなくなります。
さらに、この質問とその答えから、機械工学の特徴の一つとして理論と実践の高い結合が見られます。
ネットユーザーの視点:まず、17歯以下のギアが回転できないという主張は誤っています。では、数字17がどのようにして生まれたか簡単に説明します。
ギアは、縁に歯があり、連続的に噛み合って運動や力を伝達する機械部品です。ギアの歯形には、円弧、インボリュートなどがあり、インボリュートギアはより広く使用されています。
インボリュート歯車は、直歯円筒歯車/らせん円筒歯車などに分けられます。標準の直歯円筒歯車では、歯先高係数が1、歯底高係数が1.25、そして圧力角が20°です。歯車加工は一般的に生成法を使用し、これは加工時の工具と歯車素形の動きが一対の噛み合う歯車のように行われることを意味します。標準歯車の加工において、歯数が特定の値より少ない場合、歯車素形の歯根部のインボリュート曲線が切り取られてしまい、これをアンダーカットといいます。以下左図に示す通り、アンダーカットは歯車の強度や伝達のなめらかさに深刻な影響を与えます。アンダーカットが発生しない最小値は 2*1/sin(20)^2 です(1 は歯先高係数、20 は圧力角)。
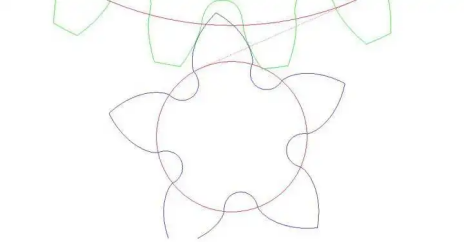
ここでの歯数17は、標準の直歯円柱ギアの場合です。アンダーカットを避けるための方法はいくつかあり、例えばギアシフトがあります。これは、工具を歯形の回転中心から遠ざけたり近づけたりするものです。ここでアンダーカットを避けるには、右図に示すように、回転の輪郭中心から離れることを選択し、完全な円弧プロファイルが再び現れます。
ギアシフト後も、ギアは影響を受けずに回転できます。上記のように、適切なシフトを行うことで、5歯のギアでも回転可能です。実際、らせんギアでもアンダーカットを避けたり、アンダーカットが発生する最小歯数を減らしたりすることができます。
T 17という数字は計算によって得られます。17以下の歯車が回転できないわけではありませんが、17以下の歯数の場合、ギア加工中にギアの根元で involute カーブの一部を切り取る可能性があり、これがアンダーカットと呼ばれる現象で、ギアの強度が弱くなります。その計算方法については完全に数学的な問題であり、上の式を参照してください。メッシュ角度 a=20度の場合、アンダーカットが発生しない最小の歯数は17です。
ネットユーザーの視点:ギアの歯数が17以下になるかどうかは考える価値のある質問です。標準的なギアでは、歯数が本当に17以下にはできません。なぜなら、歯数が17以下のとき、ギアにアンダーカット現象が発生するからです。
いわゆるアンダーカットとは、生成法による歯車切削において、特定の条件で工具の歯先線が歯車の根元を過度に切り込み、結果として歯車の根元にある円弧曲線プロファイルの一部が切り取られる状態を指します。
 生成法
生成法 
生成法(発生法とも呼ばれる)は、幾何学的な包絡原理を利用した歯車加工技術です。邀歯線の形状と駆動歯車の角速度 w1 が与えられると、2つの歯面の噛み合いによって従動歯車の角速度 w2 が得られ、ギア比 i12 = w1/w2 は一定値となります。これは、2つの歯面が噛み合う際に、2つの基円が純粋な転がり運動を行うためです。基円1が基円2上で純粋に転がるとき、歯車1の歯面は、歯車2に対して一連の相対位置を占め、これらの相対位置の包絡線が歯車2の歯面となります。つまり、2つの基円が純粋に転がる間に、2つの邀歯線の歯面はお互いの包絡線と考えることができます。
アンダーカット現象
アンダーカットの原因: ツールの歯先線と噛合線の交点が噛合限界点N1を超えた場合、ツールが位置Ⅱからさらに移動すると、既に加工された根元の円弧歯形の一部が削られてしまいます。
アンダーカットの影響: 重度のアンダーカットがあるギアは、一方で歯の曲げ強度を弱め、他方でギアの伝達精度を低下させます。これは伝達にとって非常に不利です。アンダーカットの原因: ツールの歯先線と噛合線の交点が噛合限界点N1を超えた場合、ツールが位置Ⅱからさらに移動すると、既に加工された根元の円弧歯形の一部が削られてしまいます。
非標準のギアの場合、17歯以下のものでも許容されます。
以上を踏まえて、あなたの意見はいかがですか? コメントを残してシェアしてください~




